Debugging, application, and maintenance techniques for industrial control products,Such as Variable speed driver(VSD),Variable frequency driver(VFD),Industrial touch screen,Programmable Logic Controller(PLC),Servo Driver,servo motor,servo amplifier,Servo Controller,etc.
Danfoss Holip HLP-C110 Engraving Machine Manual Guide: Spindle Terminals, Jog Control, Analog Speed and Fault Repair
Why HLP-C110 Is Different from a General HLP Drive
HLP-C110 is commonly associated with engraving and spindle-type machines. These machines care about high-speed stability, jog control, acceleration time, direction lockout and reliable analog speed command. A page that is nearly identical to other HLP pages gives Google and users little reason to treat it as a separate technical resource.
This rewritten guide focuses on HLP-C110 as a spindle and engraving-machine drive. It explains keypad setup, parameter backup, terminal direction control, jog operation, 0-10V speed reference and the faults that occur when the spindle or mechanical load is not healthy.
Keypad Setup for Spindle Service
Before editing, record rated spindle power, rated voltage, rated current, base frequency, maximum frequency, acceleration time, deceleration time and stop mode. High-speed spindles are not always 50 Hz motors, so restoring factory defaults can make the spindle run far below its required speed or trip during acceleration.
Use the keypad to check output frequency and current during no-load testing. If current is high at low speed, check motor wiring, torque boost and mechanical bearing condition before increasing maximum frequency.
Terminal Start, Direction and Jog
Engraving machines often use controller outputs for start, direction and sometimes jog. Use one input as run, a separate input as direction, and another input for jog if required. Keep direction logic locked when the spindle or tool must rotate only one way.
If the controller sends a run command but the spindle does not accelerate, check whether the inverter is waiting for analog speed reference. A zero volt command can look like a drive fault when the run input is actually correct.
Analog Speed Command
Most spindle controllers send 0-10 V speed command. Wire controller analog output to the inverter analog input and connect analog common correctly. Do not share analog common through a noisy power ground. Scale low and high frequency according to the spindle requirement, not simply 0-50 Hz.
If commanded speed and actual speed do not match, measure the controller output voltage at the inverter terminal. Then check low/high scaling, maximum frequency, carrier frequency and any multi-speed override inputs.
Common HLP-C110 Spindle Faults
Overcurrent during acceleration: acceleration time too short, spindle bearing drag, incorrect motor parameters or cable fault.
Overvoltage during stop: deceleration time too short or braking arrangement inadequate.
Overload during cutting: tool load too high, spindle cooling poor or frequency too low for the cut.
Overheat: blocked spindle fan, hot cabinet or inverter fan failure.
No speed response: analog command missing, wrong reference source or controller output disabled.
Wrong direction: direction terminal active, phase sequence changed or reverse not locked out.
Related HLP and Danfoss Resources
Use this HLP-C110 guide for engraving and spindle machines. For packaging or conveyor applications, use the HLP-C100 guide instead because its terminal and load behavior are different.
For Danfoss compact drive terminal logic, compare the FC51 guide.
Engraving Spindle Acceptance Test
For an engraving spindle, test no-load current at several speeds before cutting material. A spindle that draws abnormal current at low speed may have bearing drag, wrong motor parameters or incorrect V/F curve. If it trips only during cutting, inspect tool load, feed rate and cooling before increasing protection limits.
Confirm that reverse direction is either intentionally available or locked out. Many engraving spindles should not reverse in normal service. A wrong direction command can loosen tooling or damage material, so direction logic deserves its own check after every drive replacement.
Final Service Note
The revised article is intentionally more specific than the previous version. It gives a technician a model-aware procedure instead of a repeated manual summary, and it adds internal context that should make the page more useful for search engines and real users.
Danfoss Holip HLP-C100 Manual Guide for Packaging Machines: Keypad Backup, Multi-Speed Terminals and Stable Analog Reference
Why HLP-C100 Needs Its Own Page
HLP-C100 is often used in packaging machines, feeding belts, small mixers, film pulling units and simple process machines. These applications care about repeatable speed, smooth acceleration and reliable terminal logic. A generic HLP article that only says ‘wire a potentiometer and set analog reference’ is too weak for real service work.
This guide rewrites the HLP-C100 manual from a packaging-machine perspective: keypad operation, parameter backup, start/stop terminals, multi-speed selection, analog reference stability and fault diagnosis.
Keypad Operation and Parameter Record
Use the keypad to read output frequency, output current, DC bus voltage, direction and fault code. Before changing a parameter, record motor data, command source, frequency source, acceleration time, deceleration time, maximum frequency, minimum frequency, stop mode and terminal functions.
If a copy keypad or parameter upload function is available, save the parameter set before replacing the drive. Packaging machines often contain small but important tuning changes for acceleration, stopping position and low-speed torque.
Terminal Logic for Packaging Machines
A typical HLP-C100 packaging panel uses one input for run, one input for reverse or jog, and other inputs for multi-speed or reset. Keep run and direction separate. Do not let two opposite direction commands become active at the same time. If a PLC controls the machine, verify the PLC output common and inverter input common before assuming the drive is defective.
For intermittent machines, use a ramp time that matches the mechanism. Too short an acceleration time can create overcurrent at every cycle. Too short a deceleration time can create overvoltage when the conveyor or film roll has inertia.
0-10V Potentiometer and Analog Stability
Use the inverter’s +10 V, analog input and analog common in a three-wire potentiometer circuit. Keep the analog cable away from motor leads and solenoid wiring. If the speed fluctuates during sealing or cutting operation, check the analog common and shield before changing the frequency limits.
For a machine with both manual knob and PLC speed command, document which source is active in manual mode and which source is active in automatic mode. Many service errors happen after a drive replacement when the reference source is left in keypad mode.
Faults Seen on HLP-C100 Machines
OC overcurrent: acceleration too short, jammed belt, seized gearbox or motor cable fault.
OV overvoltage: deceleration too short or roll inertia regenerating energy.
OL overload: motor current parameter wrong or mechanical load too heavy.
OH overheat: fan blocked by dust or cabinet ventilation poor.
External fault: safety relay, guard door or thermal contact open.
Communication fault: PLC address, baud rate or common reference mismatch.
Service Checklist Before Requesting Indexing Again
After rewriting and updating the page, the article now contains HLP-C100-specific packaging context, not only a repeated HLP template. It includes terminal logic, analog stability and machine-cycle fault causes, which makes it more useful than the previous version.
Packaging Machine Acceptance Test
For a packaging machine, test the HLP-C100 with the machine empty first. Run the feed belt at low speed and watch whether the belt starts smoothly. Then run at production speed and observe whether the drive trips during start, stop or product load. If overcurrent appears only during the sealing or cutting cycle, inspect the mechanical timing and load, not only the inverter.
Record the final speed range in machine units if possible, for example bags per minute or belt meters per minute. Search users and maintenance staff do not only need a parameter number; they need to understand how the electrical setting affects the packaging process.
Final Service Note
The revised article is intentionally more specific than the previous version. It gives a technician a model-aware procedure instead of a repeated manual summary, and it adds internal context that should make the page more useful for search engines and real users.
Danfoss VLT6000 HVAC Service Manual Guide: Parameter 004 LCP Copy, Terminals 53 and 60, Interlock and Legacy Alarm Repair
Why VLT6000 HVAC Requires a Legacy Service Approach
VLT6000 HVAC drives are still found in air-handling units, cooling towers, chilled water pumps and old building automation panels. These drives often work for many years, so failures are mixed with aging contactors, dusty fans, weak capacitors, loose terminals and undocumented BMS wiring.
A modern generic inverter guide does not fully fit VLT6000. The service engineer must understand old LCP behavior, parameter 004 LCP Copy, terminals 53/54 for voltage input, terminal 60 for current input, digital interlocks and the historical alarm list.
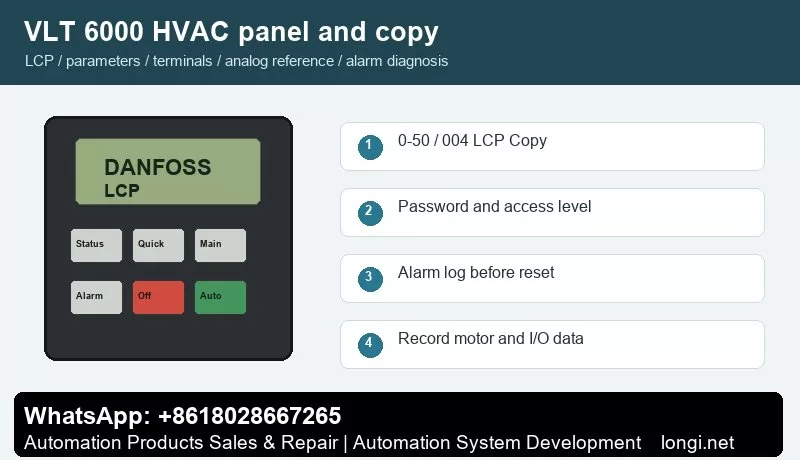
LCP Panel and Operating Data
The VLT6000 LCP has display lines, menu keys, Change Data, OK, Cancel, Hand/Auto and Stop/Reset. The green ON, yellow WARNING and red ALARM indicators are useful on old panels because the display may be hard to read. Parameters 007-010 define display readouts. Parameters 600-605 show running hours, elapsed hours, kWh, power-up count, overtemperature count and overvoltage count.
Before resetting, record the alarm and check whether overtemperature or overvoltage counters are high. A drive that repeatedly logs overtemperature needs fan and heatsink service, not just parameter changes.
Parameter 004 LCP Copy
Use parameter 004 LCP Copy to move settings through the LCP. Stop the drive first, copy parameters into the LCP, then download them to a compatible replacement. After control board or power board replacement, verify motor voltage, motor current, minimum and maximum frequency, relay outputs, analog input scaling and BMS communication.
Because these drives are old, always keep a written parameter sheet. LCP copy is helpful, but a damaged keypad or incompatible board can make the backup unavailable at the worst time.
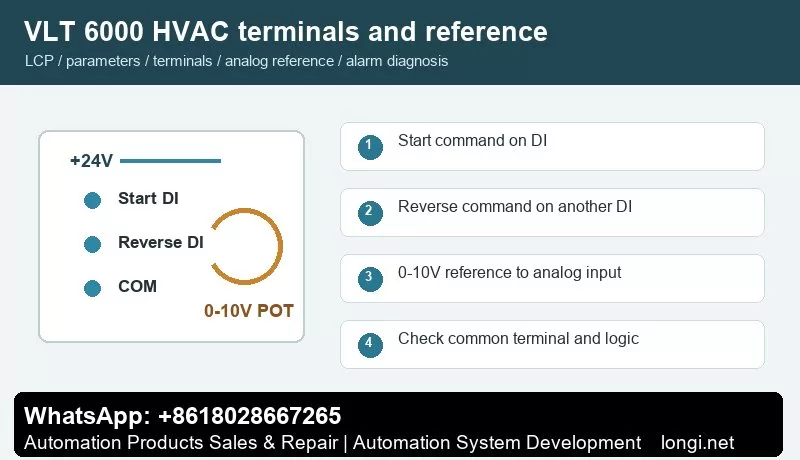
Digital Inputs and Interlock Logic
The main power is connected to 91/92/93, motor to 96/97/98 and protective earth to 94/95/99. Control terminals include digital inputs such as 16-19, 27, 29, 32 and 33. In HVAC panels, terminal 27 is often part of a run enable, external fault or safety chain.
If the drive is ready but will not run, check terminal status before replacing the drive. A freeze-stat, fire damper, airflow switch or BMS relay may be open. Many old VLT6000 faults are cabinet faults, not inverter faults.
Analog Reference: Terminals 53, 54 and 60
Terminals 53 and 54 are 0-10 V voltage inputs. Terminal 60 is a 0/4-20 mA current input. Parameter group 300 defines analog input function and scaling. For terminal 53, parameters such as 308, 309 and 310 are used for function, low scaling and high scaling. For current input on terminal 60, use the corresponding 311-316 scaling group.
If a BMS output is converted from 4-20 mA to 0-10 V during retrofit, update the input type and scaling. If the motor speed is wrong but the drive has no alarm, measure the actual signal at the terminal and compare it with the displayed reference.
Legacy Alarm Repair
DC link voltage high or low: check supply quality, ramp time and load inertia.
External fault 60: trace the cabinet interlock chain.
Overtemperature: clean the heatsink, verify fans and check cabinet ventilation.
Phase loss or input fault: inspect 91/92/93, fuses and contactor.
Ground fault or short circuit: test motor and cable insulation.
Communication fault: verify RS485 terminals 68/69, protocol parameter 500 and BMS polling.
For HVAC Basic Drive service, see the FC101 guide.
Old Drive Replacement Checks
When replacing a VLT6000, do not assume the old cabinet wiring is correct. Many old HVAC panels have been modified several times. Check whether terminal 60 is still a current input, whether terminal 53 has been converted to voltage control, and whether the BMS still expects the same feedback signal.
A useful acceptance test is to run in Hand mode, then Auto mode, then BMS command mode. Record the frequency, current and reference in each mode. If the drive runs in Hand but not in Auto, the problem is usually terminal logic, BMS command or interlock, not the motor or power module.
Final Service Note
The revised article is intentionally more specific than the previous version. It gives a technician a model-aware procedure instead of a repeated manual summary, and it adds internal context that should make the page more useful for search engines and real users.
Danfoss iC2-Move Manual Guide: Modern Compact Drive Terminals, Analog Inputs and Fault Event Diagnosis
Why iC2-Move Should Be Treated Differently
iC2-Move is a newer compact Danfoss drive platform. Compared with older keypad-only drives, its service logic is closer to a compact automation component: parameter sets, digital inputs, analog inputs, communication commands and protection events must be considered together.
A replacement job should start with a parameter record, not with factory reset. Record motor data, command source, reference source, ramps, input functions, communication settings and fault reaction before power is removed.
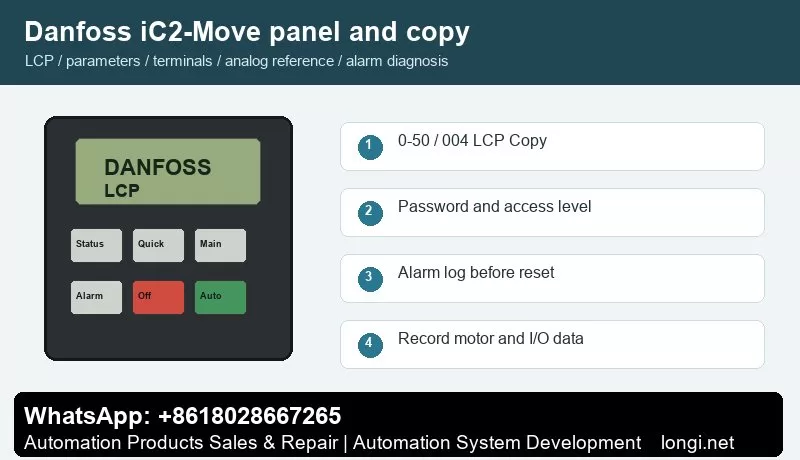
Panel Status and Parameter Access
The iC2-Move indicators show running, warning and fault status. Use the parameter menu to verify motor data, run source, reference source, input/output configuration and fault reset behavior. If the panel shows a fault but the machine symptom is intermittent, record event history before clearing it.
Access restriction should match site responsibility. Operators can view status and reset ordinary faults. Maintenance staff should control motor parameters, torque limit, braking, digital input logic and communication settings.
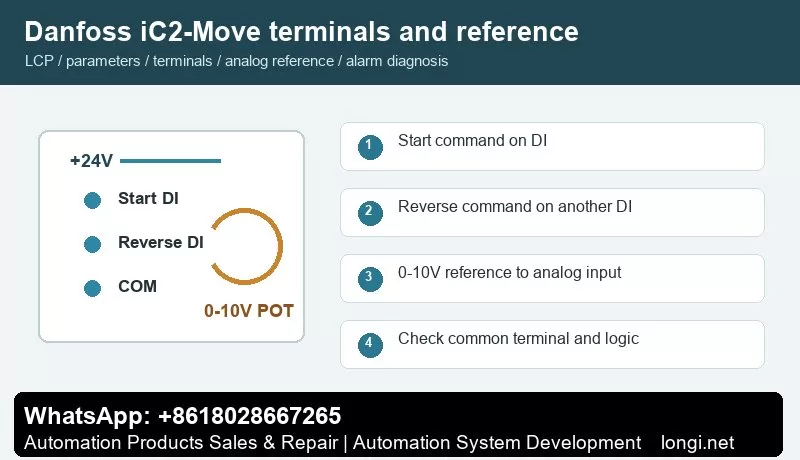
Terminal Control and External Interlock
Before assigning start, reverse or reset to a digital input, identify the drive’s +24 V, common terminal and input logic. The manual identifies events such as external interlock 60, current limit 59 and control word timeout 17, which means the drive may be stopped by logic even when the power stage is healthy.
Use one input for start and another for direction. If an external interlock is used, label it clearly in the cabinet. A technician should be able to tell whether the open contact is an emergency stop, door switch, thermal relay, pressure switch or PLC permissive.
Analog Reference on Terminals 33 and 34
The iC2-Move fault list points to terminals 33 or 34 for wire-break detection. If the signal drops below 50 percent of the configured low value, the drive can report fault 2. This is useful for 4-20 mA sensors, but it also means wrong scaling can create false faults.
For a potentiometer or analog speed command, confirm whether the input is voltage or current type. Match low and high scaling to the sensor range. If a 0-10 V source is connected to an input configured for current, the drive may not respond correctly even though voltage is present.
Fault Event Interpretation
Fault 2 feedback or wire break: check terminals 33/34, common wiring and scaling.
Fault 12 torque limit / fault 13 overcurrent: check ramp time, jammed load and motor size.
Fault 14 earth fault / fault 16 short circuit: isolate motor and cable.
Fault 17 control word timeout: the controller or bus master stopped sending valid commands.
Fault 36 mains failure / fault 47 24 V fault: check supply dips and shorted external sensors.
Fault 50, 53, 54, 58 or 75 AMA events: motor tuning failed, timed out, or the motor size is outside the acceptable range.
Fault 60 external interlock / fault 69 power card temperature / fault 80 initialized: diagnose the safety chain, cooling and parameter restore state separately.
Field Replacement Checklist
Before removing the old drive, save the active parameter set or photograph critical pages. After installing the replacement, verify motor direction, reference scaling, interlock action and communication command. Run unloaded first, then connect the mechanical load.
Commissioning Notes for Modern Panels
For a modern control panel, document whether the iC2-Move is controlled by hardwired terminals, fieldbus, or a mixed mode. Mixed mode is common: terminals may provide safe enable or interlock while the PLC sends the speed command. If this division is not written down, the next technician may troubleshoot the wrong layer.
During acceptance, create three records: a photo of the terminal strip, a list of parameters changed from factory setting, and a fault-event screenshot after a deliberate reset test. These records make future replacement much faster and reduce the chance of another unknown ‘discovered but not useful’ page because the article now reflects real service practice.
Final Service Note
The revised article is intentionally more specific than the previous version. It gives a technician a model-aware procedure instead of a repeated manual summary, and it adds internal context that should make the page more useful for search engines and real users.
FC21 is frequently used where a compact drive must be inexpensive but reliable: small conveyors, feed screws, fans, simple pumps and OEM panels. The drive is small, yet a wrong setting can stop production just as effectively as a large drive fault. This guide rewrites the FC21 manual into a diagnostic sequence for service engineers.
The key is to separate command source from reference source. A run command on terminal 18 does not guarantee speed output if the reference is still local, if terminal 27 is assigned to a stop function, or if analog input 53 is below the live-zero threshold.
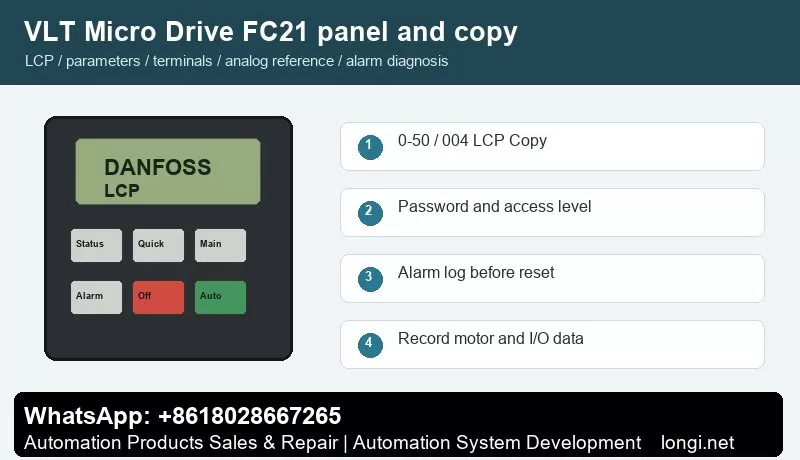
LCP Operation and Copy Functions
The FC21 LCP uses menu navigation, OK, Back, Off/Reset, Local Control and Remote Control. Status is used for actual values, while parameter groups 0, 3, 5, 6, 14, 15 and 16 are important for access, references, inputs, analog scaling, fault action, logs and readout.
Parameter 0-50 LCP Copy supports all parameters to LCP, all parameters from LCP and rating-independent parameters from LCP. Use it before replacing a drive. If the replacement size differs, copy rating-independent data and manually check current, overload, ramp and protection values.
Access Restriction
Parameter 0-60 defines menu password and 0-61 defines access without password. Use read-only access for operators when the machine is commissioned. Keep motor data, reference source, digital input assignment and analog scaling protected.
If a password is unknown, record visible parameters and try to obtain the original commissioning record before initialization. A defaulted FC21 may run, but it may not run the machine correctly.
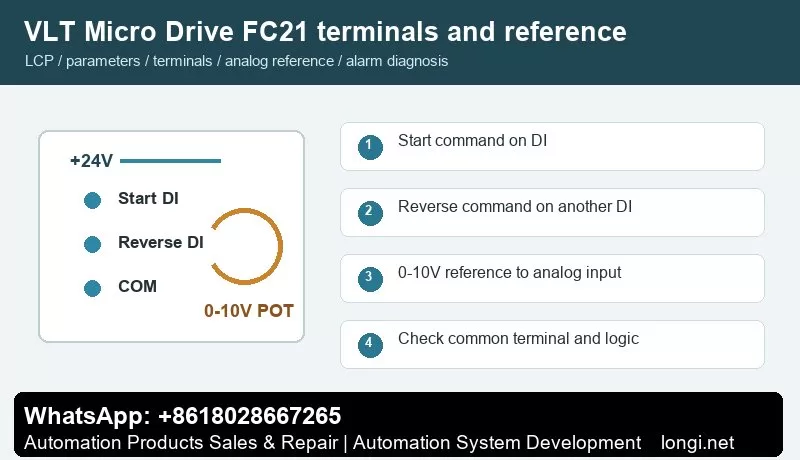
Terminal Control
Use terminals 12/13 for control supply and terminal 20 as common. Terminal 18 with 5-10 is normally start. Terminal 27 with 5-12 may be reverse, reset, preset reference or another function. Watch input status on the LCP before connecting the machine load.
For forward/reverse control, assign one input to start and a separate input to reverse. Do not wire both directions in a way that can be active at the same time. If the machine has mechanical one-way limitation, lock reverse in the parameters or remove the external reverse command.
Terminal 53 Potentiometer Setup
Use terminal 50 as +10 V, terminal 53 as analog input and terminal 55 as common. Set 6-10 low voltage, 6-11 high voltage, 6-14 low reference and 6-15 high reference. A typical conveyor may use 0 V = 0 Hz and 10 V = 50 Hz, while a pump may use a minimum reference above zero.
If the speed jumps or drifts, measure voltage directly at 53 and 55. A floating common, damaged potentiometer or shield connected at both ends can create unstable reference even when the parameter values are correct.
Faults Worth Recording
Alarm 2 live zero: terminal 53 signal is below threshold.
Alarm 7/8 overvoltage or undervoltage: check ramp time and mains quality.
Alarm 13 overcurrent: inspect load, motor cable and acceleration.
Alarm 14/44 earth fault: test insulation.
Alarm 47 control voltage fault: remove external 24 V loads and retest.
Alarm 84/86/87/88 LCP communication or copy data issue: reseat the LCP and verify compatibility.
After a parameter change or drive replacement, test the FC21 in four steps. First, keep the motor mechanically unloaded and confirm that Off/Reset works. Second, activate terminal 18 and verify that the LCP shows the input change before the motor accelerates. Third, rotate the external potentiometer from minimum to maximum and record the displayed reference at 0 V, 5 V and 10 V. Fourth, connect the mechanical load and verify current at low, middle and maximum speed.
A healthy FC21 installation should have stable analog reference, predictable direction logic and current below the motor rated value in normal operation. If current rises sharply at low speed, do not increase the current limit first. Check gearbox friction, motor wiring and acceleration time.
Final Service Note
The revised article is intentionally more specific than the previous version. It gives a technician a model-aware procedure instead of a repeated manual summary, and it adds internal context that should make the page more useful for search engines and real users.
Danfoss FC300 FC301 FC302 AutomationDrive Manual Guide: LCP Copy, Encoder-Aware Terminal Control and Fault Diagnosis
AutomationDrive Is Not a Simple Fan Drive
The FC300 family covers FC301 and FC302 AutomationDrive applications. FC301 is often used for high performance speed control, while FC302 extends the range toward servo-like performance, encoder feedback, brake control, positioning and complex fieldbus installations. Because of that, an FC302 service job should not be handled with a generic inverter checklist.
Before editing parameters, identify whether the machine uses open-loop VVC+, encoder feedback, mechanical brake, safe stop, fieldbus command or local terminal command. A copied parameter set that ignores encoder and brake logic may make the motor rotate, but the machine can still lose position, fail to release a brake or trip on tracking errors.
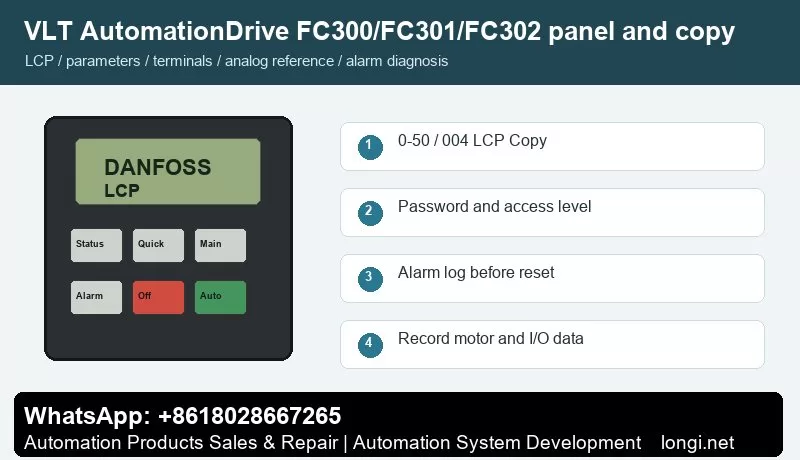
LCP Use: Status, Main Menu and Alarm Log
Use the graphical LCP to view active setup, reference, feedback, motor current, torque, digital input state and alarm log. On FC302, the alarm log is especially important because overcurrent, earth fault, missing phase and tracking-related faults can look similar if only the alarm number is recorded.
When a machine uses a PLC or motion controller, check whether the drive is in local, remote or bus command mode. A service technician may see the terminal input change, but the drive may still be controlled by fieldbus command word.
LCP Copy and Setup Copy
Use parameter 0-50 LCP Copy to move parameter data through the LCP. Stop the drive, upload parameters to the LCP and download only to a compatible drive. If the replacement drive differs in size, voltage class, option cards or software, manually verify motor data, encoder option, brake parameters, safety function and fieldbus mapping.
Use setup copy when the same machine needs multiple operation modes. A conveyor may have a service setup and an automatic setup; a spindle may have one setup for low-speed torque and another for high-speed operation. Document the active setup before changing anything.
Password Access
Use 0-60 Main Menu Password, 0-61 access level and 0-65 Quick Menu Password to protect commissioning data. On FC302, password protection is more important than on simple drives because a wrong encoder, brake or safety parameter can create a real machine hazard.
If the drive is locked, do not initialize first. Save what is visible, read option card type, record motor and encoder plate data, then decide whether initialization is acceptable.
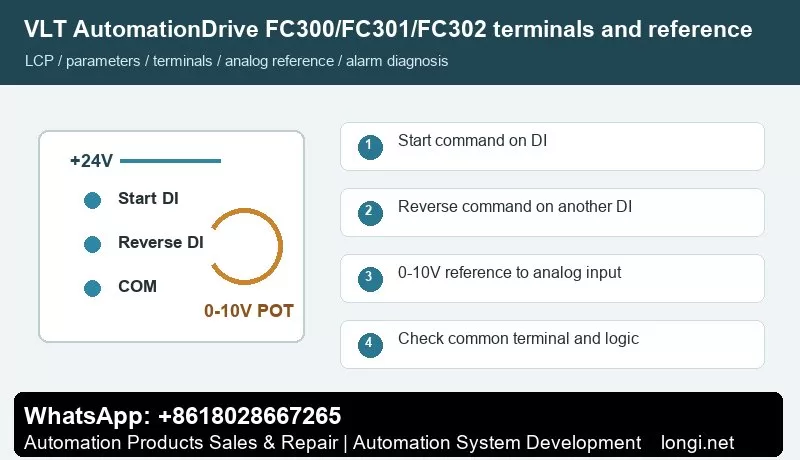
Terminal Forward/Reverse Control
Terminals 12/13 provide +24 V and terminal 20 is common. Terminal 18 with parameter 5-10 is commonly used for start. Terminal 19 with 5-11 can be assigned to reverse. Terminal 27 with 5-12 may be coast stop inverse logic, external interlock or no function. If terminal 27 is still a stop input, it must be held active before the drive can run.
For a PLC-controlled machine, keep start and reverse as separate signals. Do not use direction input as a substitute for stop logic. In hoist, winder, spindle or indexing applications, verify mechanical direction at low speed before allowing automatic operation.
0-10V Reference on Terminal 53
Terminal 50 supplies +10 V, terminal 53 is analog input and terminal 55 is analog common. Set reference resource 1 to analog input 53, then set 6-10, 6-11, 6-14 and 6-15 for low and high scaling. Check the A53 switch before assuming the input is voltage type.
If the FC302 uses encoder feedback, analog reference only defines speed or command value; it does not replace feedback setup. If the motor hunts or overshoots, inspect feedback scaling, motor tuning and controller gains instead of only changing the potentiometer.
Fault Diagnosis for Automation Machines
Alarm 2 live zero: terminal 53/54 signal is missing or below threshold.
Alarm 13 overcurrent: acceleration too aggressive, motor cable issue, mechanical jam or incorrect motor model.
Alarm 14 earth fault / Alarm 16 short circuit: isolate motor and cable before replacing the power module.
Alarm 17 control word timeout / Alarm 34 bus fault: check PLC, fieldbus node address, shield and watchdog time.
Alarm 30/31/32 motor phase missing: inspect output contactor and motor lead continuity.
Brake or tracking warnings: check brake release timing, encoder direction, feedback cable and mechanical load.
Related AutomationDrive Content
For a newer compact automation drive, compare this guide with the FC360 manual guide.
The revised article is intentionally more specific than the previous version. It gives a technician a model-aware procedure instead of a repeated manual summary, and it adds internal context that should make the page more useful for search engines and real users.
Danfoss FC102 HVAC Drive Manual Guide: LCP Backup, Terminal 27 Interlock, 0-10V Reference and Pump Fan Alarm Diagnosis
Why FC102 Needs an HVAC-Specific Reading Method
The FC102 VLT HVAC Drive is normally installed on fans, pumps, cooling towers, air-handling units and building automation panels. It is not enough to know how to start the motor. A service engineer must also understand interlocks, sleep/wake functions, feedback, dry pump detection, broken belt detection and fieldbus handover. For this reason, the FC102 manual should be read as an HVAC commissioning checklist rather than a general inverter manual.
A common mistake is to test only the run signal. In HVAC panels the drive may have a valid start command but still refuse to run because terminal 27 is open, an external interlock is active, the reference is zero, the BMS is holding the command word, or the process protection logic is active.
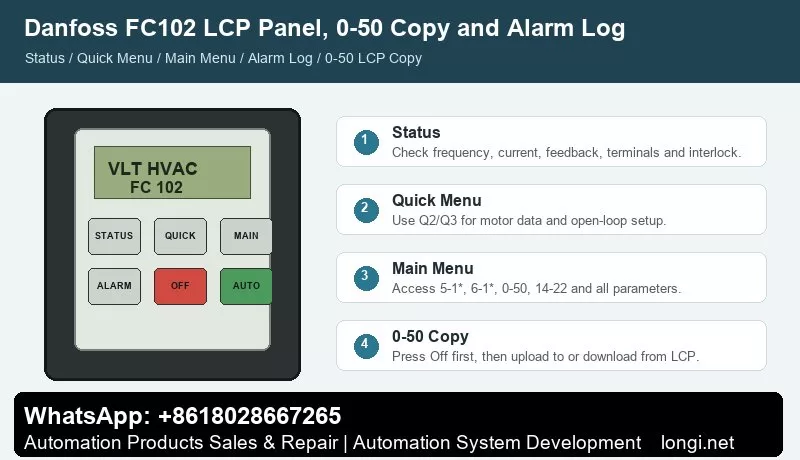
LCP Panel and Alarm Log
The graphical LCP gives quick access to Status, Quick Menu, Main Menu and Alarm Log. Status is used to confirm command source, reference, feedback, output frequency, current and terminal state. Quick Menu is suitable for motor data and basic open-loop setup. Main Menu is needed for terminal functions, analog scaling, interlock behavior and HVAC application functions.
Before resetting an FC102 alarm, open Alarm Log and record the alarm number with the operating values. On a pump trip, current and feedback at the moment of trip are often more important than the alarm text. If a dry pump or no-flow alarm appears, resetting without checking the process can damage the pump.
0-50 LCP Copy for Replacement Drives
Use 0-50 LCP Copy to back up the drive before replacing a control board or complete drive. Press Off first, upload all parameters to the LCP, then download to the replacement drive if the rating and software are compatible. If the replacement is a different size, copy only compatible data and manually verify motor current, pump/fan limits, relay outputs, PID settings, fire mode and fieldbus parameters.
For service records, photograph the motor nameplate, terminal strip, BMS wiring and active setup number. Many FC102 panels use multiple setups for local service and automatic BMS operation, so copying only one setup can leave the machine half restored.
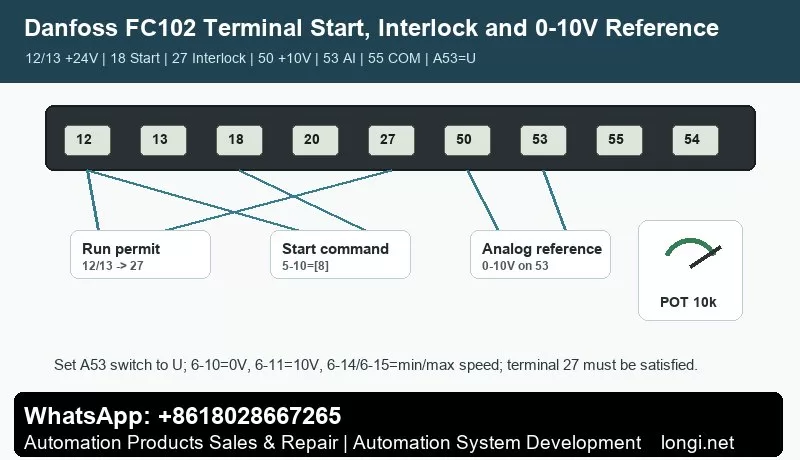
Terminal 18 Start and Terminal 27 External Interlock
A practical open-loop terminal arrangement is: terminal 12 or 13 provides +24 V, terminal 20 is digital common, terminal 18 is set by 5-10 as Start, and terminal 27 is set by 5-12 as coast stop inverse logic or external interlock. If terminal 27 is configured as a stop/interlock input and is not supplied with +24 V, the drive may show coast, external interlock or remote stop even though terminal 18 is active.
Do not bypass terminal 27 permanently without understanding the safety chain. In HVAC cabinets it may include fire damper contact, pressure switch, freeze protection, motor thermal contact, water flow switch or emergency stop relay. For diagnosis, temporarily prove the input with a safe test jumper, then restore the real interlock wiring.
Terminal 53 Potentiometer or BMS Reference
Terminal 50 supplies +10 V, terminal 53 is a voltage analog input, and terminal 55 is analog common. For a service potentiometer, wire 50 to one end, 55 to the other end and the wiper to 53. Set the reference source to analog input 53, set 6-10 to 0 V, 6-11 to 10 V, 6-14 to the low reference and 6-15 to the high reference.
If the same input is used by the BMS, confirm whether it is 0-10 V or 4-20 mA and whether the A53 switch is set correctly. A voltage/current mismatch can create a stable-looking signal that still produces the wrong speed.
HVAC Faults and Correct Actions
Alarm 2 live zero: analog signal is missing or below threshold. Check terminal 53/54 wiring, common terminal and scaling.
Alarm 7 overvoltage: fan or pump inertia is regenerating energy during deceleration. Increase ramp time or check braking arrangement.
Alarm 8 undervoltage / Alarm 4 phase loss: inspect supply, contactor, fuses and building power dips.
Alarm 60 external interlock: trace the terminal 27 safety chain before replacing the drive.
Alarm 92 no flow, 93 dry pump, 94 end of curve, 95 broken belt: treat these as process faults. Check sensor feedback, valve position, belt condition, pump priming and PID settings.
Alarm 30/31/32 motor phase missing: inspect output contactor, motor cable and winding continuity.
For refrigeration and pump applications, compare the FC202 manual guide.
Final Service Note
The revised article is intentionally more specific than the previous version. It gives a technician a model-aware procedure instead of a repeated manual summary, and it adds internal context that should make the page more useful for search engines and real users.
Danfoss FC51 Practical Manual Guide for Service Engineers: LCP Copy, Password Access, Terminal Control and Analog Speed Reference
Why This FC51 Guide Was Rewritten
The FC51 is a small drive, but it is often installed on machines where downtime is expensive: auxiliary conveyors, dosing screws, small pumps, cooling fans, textile units and compact retrofit panels. A generic parameter summary is not enough for this model because the same symptom can come from several different sources. A terminal start failure may be caused by Auto On not being active, by terminal 27 being used as a stop input, by a missing common on terminal 20, or by a reference source that still points to the keypad.
This rewritten guide treats the FC51 manual as a service workflow. It separates local panel operation, parameter copy, password access, external forward/reverse control, 0-10V speed reference and fault code analysis. The goal is to help a technician restore a machine without guessing or replacing the drive unnecessarily.
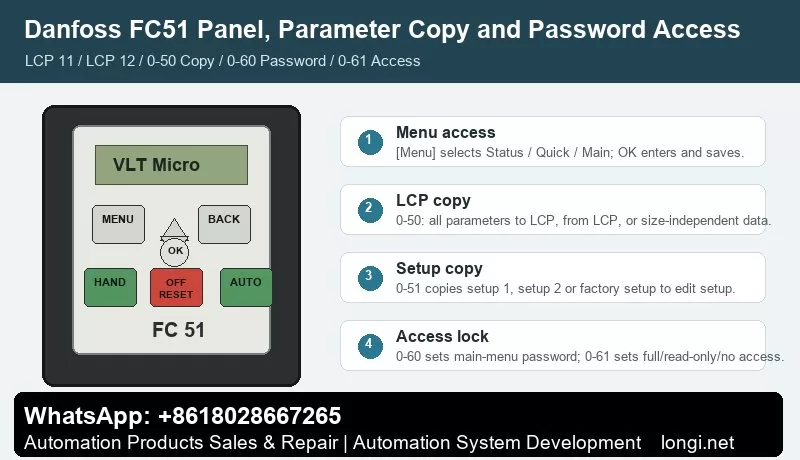
LCP 11 and LCP 12: What to Check Before Editing Parameters
The FC51 normally uses LCP 11 without a potentiometer or LCP 12 with a built-in potentiometer. Both panels give access to Status Menu, Quick Menu and Main Menu. Status Menu is the first place to look because it shows whether the drive is actually receiving a run command and whether the reference value is zero. Quick Menu is useful for motor nameplate data and basic ramps. Main Menu is required for digital input, analog input, password and copy parameters.
Hand On, Off/Reset and Auto On must be understood before terminal control is tested. Hand On runs the drive from the keypad. Off/Reset stops and resets. Auto On allows terminal or serial control. If a technician tries to start from terminal 18 while the drive is left in local mode, the wiring may look wrong even when it is correct.
On LCP 12, the panel potentiometer is not the same as an external potentiometer wired to terminal 53. During troubleshooting, write down whether speed reference is coming from keypad, LCP potentiometer, terminal 53, preset reference or communication.
Parameter Copy: 0-50 LCP Copy and 0-51 Setup Copy
Parameter 0-50 LCP Copy is used to move settings through the removable LCP. Use All to LCP on the source drive, then All from LCP on a target drive with the same rating and hardware. If the target drive is a different size, use the size-independent option and then manually confirm motor current, overload protection, current limit, braking and analog scaling.
Parameter 0-51 Setup Copy is different. It copies setup data inside the same drive. This is useful when the machine has two operating recipes, for example manual jog and automatic production. A good practice is to finish setup 1, copy it to setup 2, and change only the reference source or ramp values that are different.
Do not copy while the machine is running. Stop the drive, wait until the motor has coasted down, and keep a written record of motor data, terminal assignments, reference source and fault action before replacing hardware.
Password Access and Unlocking Without Losing the Machine Setup
Use 0-60 Main Menu Password and 0-61 Access to Main Menu without Password to control who can change parameters. Use 0-65 Quick Menu Password when operators should view status but not change commissioning data. In a service panel, operators normally need status, start/stop and reset; they do not need to edit motor current, terminal logic or analog scaling.
If the FC51 is locked, do not initialize it immediately. First ask for the commissioning password, check the machine documentation, photograph visible parameter screens and save the LCP copy if possible. Initialization is the last step because it can erase the real application logic.
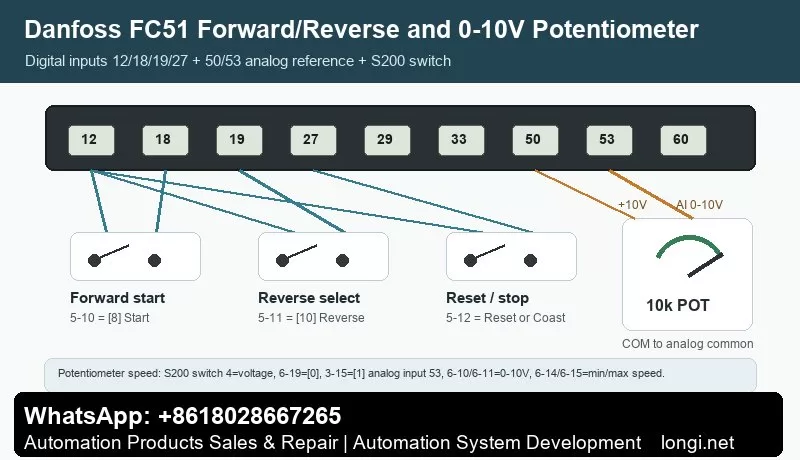
External Forward/Reverse Wiring
The common terminal logic is simple but easy to miswire. Terminal 12/13 provides the control supply, terminal 20 is the common terminal, terminal 18 is commonly used for start, terminal 27 is often used for coast stop or another digital function, and terminal 29 or 33 may be assigned to jog, reverse or preset reference depending on the application.
For a two-wire forward/reverse selector, use one input as the run command and a second input as reverse direction. For a three-wire station, separate start, stop and direction. Always test terminal state on the LCP before connecting the motor to the machine. If the drive shows a run command but output frequency remains zero, check reference source and minimum reference before changing the power circuit.
External 0-10V Potentiometer Reference
For a standard external potentiometer, wire one end to terminal 50 (+10 V), the other end to terminal 55 (analog common), and the wiper to terminal 53. Then set the reference source to analog input 53. Low voltage should correspond to the minimum reference and high voltage should correspond to the maximum speed required by the machine.
If the drive reports live zero, the analog signal is below the configured threshold. Check whether terminal 53 is set as voltage input, whether the common wire is actually connected to 55, whether shield grounding is creating noise, and whether the potentiometer value is appropriate. A stable 0-10 V measurement at the terminal is more useful than changing random parameters.
Fault Codes That Matter Most on FC51
Live zero / wire break: terminal 53 is below the expected signal. Measure voltage between 53 and 55.
Overvoltage: deceleration is too short, load inertia is high, or braking is not working. Increase deceleration time before replacing hardware.
Undervoltage or phase loss: check supply voltage, input contactor and fuses.
Overcurrent or short circuit: disconnect the motor and test insulation between U/V/W and earth.
Motor overload: verify motor nameplate data and cooling condition.
LCP copy failure: check LCP seating, drive rating, software compatibility and whether the motor is stopped.
The revised article is intentionally more specific than the previous version. It gives a technician a model-aware procedure instead of a repeated manual summary, and it adds internal context that should make the page more useful for search engines and real users.
The Danfoss VLT2900 is an older but still widely used compact AC drive. It appears in fans, pumps, conveyors, textile machines, packaging equipment, dyeing machines and many other small-power industrial systems. Its parameter structure is close to the VLT2800 family, so many operation, wiring and fault-diagnosis methods are shared. For service work, the key is not to read the whole manual line by line, but to quickly master the practical workflow: use the panel correctly, copy parameters, unlock data changes, wire forward/reverse terminals, use a 0-10V potentiometer as a speed reference, and interpret Err.xx fault codes.
This guide summarizes the user manual from a repair and commissioning perspective. Parameter numbers are based on the VLT2900/VLT2800 manual structure. Before commissioning, always verify the nameplate, motor data, control logic and machine safety circuit.
Control Panel and Menu Access
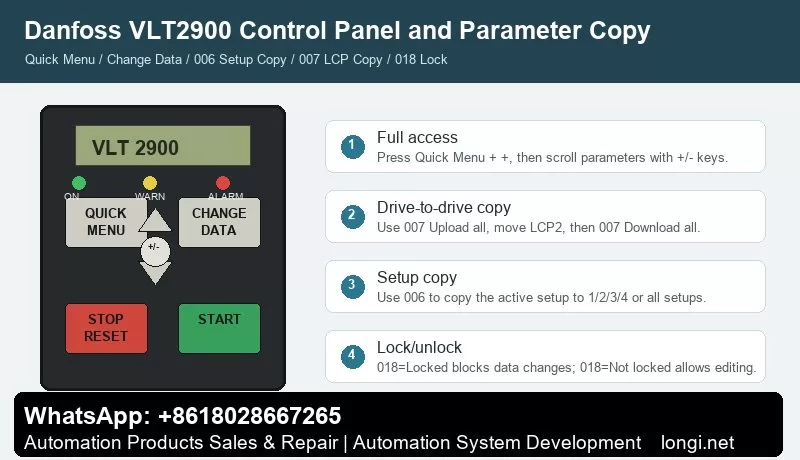
The basic VLT2900 panel normally includes QUICK MENU, CHANGE DATA, +, -, STOP/RESET and START. With an LCP2 control panel, extra keys such as OK, arrow keys, HAND, OFF, AUTO, FWD/REV and JOG may be available. The indicator LEDs show ON, WARNING and ALARM. A warning means an abnormal condition is present but the drive may continue to run; an alarm usually requires fault correction and reset.
QUICK MENU opens the quick commissioning menu. It normally contains motor nameplate data, minimum and maximum reference, ramp times and basic operation settings. Use + / – to scroll, press CHANGE DATA to edit, change the value with + / –, and confirm with CHANGE DATA or OK. Parameter values are stored automatically and remain after power loss.
If only a limited number of parameters are visible, the drive is usually not "encrypted". It is often still in Quick Menu mode. To access all parameters, press QUICK MENU and + at the same time to enter the full menu mode, then scroll to the required parameter.
STOP/RESET stops the drive command and resets alarms, but it is not a safety isolator. For short circuit, earth fault, overtemperature or power-stage faults, disconnect mains power and wait for the DC bus to discharge before touching the terminals.
Parameter Copying: 006 and 007 Are Different
Two parameters are commonly confused: 006 Setup copying and 007 LCP copy.
Parameter 006 Setup copying copies the active setup inside the same drive. It can copy the active setup to Setup 1, 2, 3, 4 or all setups. It is useful when several machine recipes are needed. Stop the motor before copying because changes copied to the active setup can affect drive operation immediately.
Parameter 007 LCP copy is used with the LCP2 panel to move parameters from one drive to another. The normal workflow is:
Install the LCP2 on the source drive.
Enter 007 LCP copy.
Select Upload all parameters.
Move the LCP2 to the target drive.
Select Download all parameters.
If the target drive has a different power size, use Download size-independent parameters instead.
Do not blindly download all parameters between drives of different voltage class, power size or hardware version. After copying, verify motor parameters 102-106, references 204/205, ramps 207/208, terminal parameters in group 300 and communication parameters in group 500.
Locking, Unlocking and "Password" Misunderstanding
VLT2900 does not normally use a password-style lock for routine parameter access. Two conditions are often mistaken for encryption.
The first is limited menu access. Press QUICK MENU + + to enter full menu mode.
The second is the real data-change lock: 018 Data change lock. Set it to Locked [1] to block parameter changes. Set it back to Not locked [0] to allow editing. If the drive shows Warning 99 Locked, check parameter 018. If editing is still impossible, stop the motor, remove active start signals and confirm whether an LCP2 panel is required for editing.
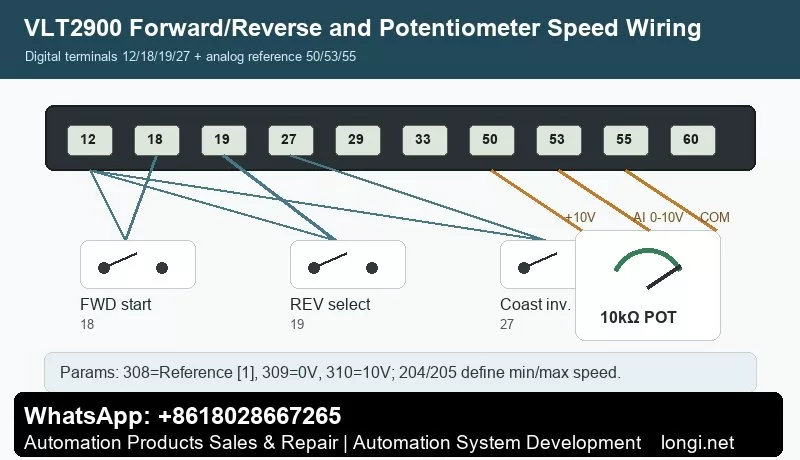
External Forward/Reverse Control by Terminals
The manual gives practical examples for digital input control. Typical factory assignments include 302 Digital input terminal 18 = Start, 303 terminal 19 = Reversing, and 304 terminal 27 = Reset and coast inverse.
A practical forward/reverse wiring scheme is:
Terminal 12 provides the digital control supply.
Terminal 18 receives the forward start signal. Wire a switch from 12 to 18 and set 302=Start [7].
Terminal 19 receives the reverse selection signal. Wire a switch from 12 to 19 and set 303=Reversing [10].
Terminal 27 is commonly used for coast stop inverse or reset/coast inverse. It normally needs a valid logic signal through the safety circuit. Set 304=Coasting stop inverted [2] or according to the actual machine requirement.
Also check parameter 200 Output frequency range/direction. If the drive is set for clockwise operation only, the reverse input will not produce reverse rotation. For real forward/reverse operation, select a direction range that allows both directions.
Test first at low frequency and without load. Confirm the output frequency, motor direction and mechanical safety before running the machine under load.
Potentiometer Speed Reference: Terminals 50, 53 and 55
The manual example for Potentiometer reference uses a voltage reference through terminal 53. The required settings are 308 Analog input = Reference [1], 309 Terminal 53 min scaling = 0V, and 310 Terminal 53 max scaling = 10V.
Typical 10k ohm potentiometer wiring:
Terminal 50: +10V supply to one end of the potentiometer.
Terminal 55: analog common to the other end.
Terminal 53: analog voltage input to the wiper.
Recommended parameters:
308 Terminal 53 analog input = Reference [1].
309 Terminal 53 min scaling = 0.0V.
310 Terminal 53 max scaling = 10.0V.
204 Minimum reference defines the minimum speed.
205 Maximum reference defines the maximum speed.
207/208 Ramp-up and ramp-down times should be set to match the mechanical inertia.
If the potentiometer does not work, measure the voltage on terminal 53 first. Then check parameter 308 and verify that the drive is in remote control and not being overridden by local reference, preset speed or serial communication. If Err.02 Live zero error appears, terminal 53 or 60 is below 50% of the configured minimum scaling value.
Fault Codes and Troubleshooting
VLT2900 alarms are displayed as Err.xx. A warning stays active while the condition exists. An alarm flashes until reset. A trip-locked fault requires power removal, fault correction and restart before reset.
Err.02 Live zero error: terminal 53 or 60 signal is below the expected minimum. Check potentiometer wiring, analog common, terminal 53 voltage, parameter 309/315 and sensor supply.
Err.05 Voltage warning high / Err.07 Overvoltage: usually caused by too short deceleration, high inertia, brake resistor faults or high mains voltage. Increase ramp-down time and inspect the brake circuit.
Err.06 Voltage warning low / Err.08 Undervoltage: check mains supply, contactor drop-out, rectifier, precharge circuit and DC bus capacitors.
Err.09 Inverter overload: check mechanical overload, drive sizing, acceleration time and cooling.
Err.10 Motor overloaded: verify motor parameters 102-106, load condition and cooling at low speed.
Err.11 Motor thermistor: check the PTC thermistor and wiring between a digital input and terminal 50, and verify parameter 128.
Err.12 Current limit: output current exceeds parameter 221. Check acceleration time, load, torque demand and mechanical friction.
Err.13 Overcurrent: check motor shaft blockage, motor cable, output short circuit and IGBT module. Do not keep resetting repeatedly.
Err.14 Earth fault: inspect motor insulation, motor cable, water ingress and shield contact. Disconnect power and test insulation.
Err.15 Switch mode fault: internal auxiliary power supply fault, usually a board-level repair issue.
Err.16 Short-circuit: check U/V/W phase-to-phase short circuit, motor winding and power module.
Err.17 Serial communication timeout: check group 500 communication parameters, address, baud rate, protocol and cable shielding.
Err.18 HPFB bus timeout / Err.34 HPFB communication fault: fieldbus or PROFIBUS option communication problem.
Err.33 Out of frequency range: check parameter 200, frequency limits and direction restrictions.
Err.35 Inrush fault: inspect precharge resistor, relay, rectifier and DC bus capacitors.
Err.36 Overtemperature: check fan, heatsink dust, ambient temperature, motor cable length, carrier frequency and mains voltage.
Err.37-45 Internal fault: internal control card, EEPROM, RAM, calibration, power card, software or I/O fault. Record the exact code before repair.
Err.50-56 AMT faults: automatic motor adaptation failed. Check motor nameplate data, output cable, motor phase connection and load condition.
Warning 99 Locked: parameter changes are locked. Check 018 Data change lock.
Practical Commissioning Sequence
Start by checking power wiring, motor insulation, earthing and control terminals. Enter full menu access, set motor data 102-106, configure terminal 18/19/27 logic, set reference limits 204/205, set ramps 207/208, configure terminal 53 with 308/309/310, then test the motor at low speed without load. After successful testing, back up parameters. Use 007 LCP copy for drive-to-drive copying and 006 Setup copying for internal setup duplication.
Conclusion
The VLT2900 manual becomes much easier to use when its main structure is clear: QUICK MENU is for fast commissioning, QUICK MENU + + gives full parameter access, CHANGE DATA edits values, STOP/RESET stops and resets, 006 copies internal setups, 007 copies parameters through LCP2, 018 locks or unlocks data changes, 302/303/304 define terminal 18/19/27 control, 308/309/310 define the 0-10V potentiometer reference, and Err.xx codes point the troubleshooting direction.
Used this way, the manual is not just a parameter list. It becomes a practical diagnostic map for commissioning, service and repair of Danfoss VLT2900 drives.
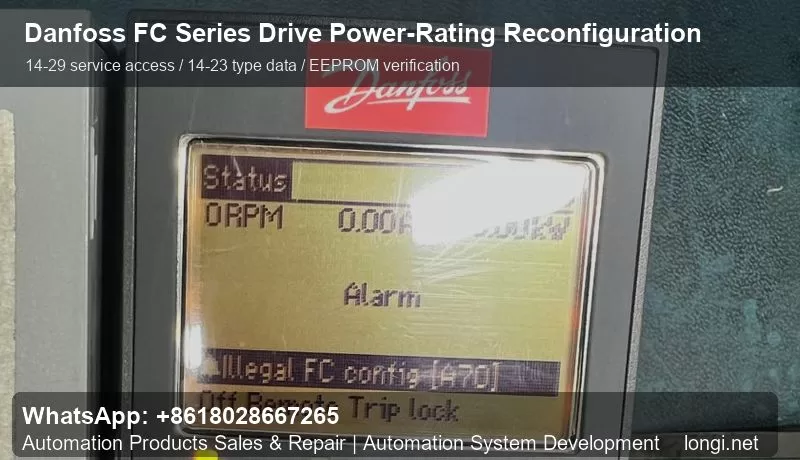
Danfoss VLT FC series drives, including FC102, FC202 and FC302, are frequently seen in industrial repair work. These drives rely on a consistent relationship between the control board, LCP keypad, power board, rectifier/inverter section and the type data stored in memory. After replacing a control board or using a spare board from another drive of the same platform, the drive may power up but report configuration alarms, illegal FC configuration, A70-related messages, or a mismatch between the displayed power rating and the actual power hardware.
The “power-rating change” discussed here is not a method to turn a small drive into a larger drive by software. It is a service operation used to make the stored type data match the real hardware. The repair engineer must verify the nameplate, voltage class, power board, IGBT module, rectifier, DC bus capacitors, heatsink and fan structure before changing the parameters. If the rating is written incorrectly, the drive may appear normal at no load but fail under load due to current, thermal or protection mismatch.
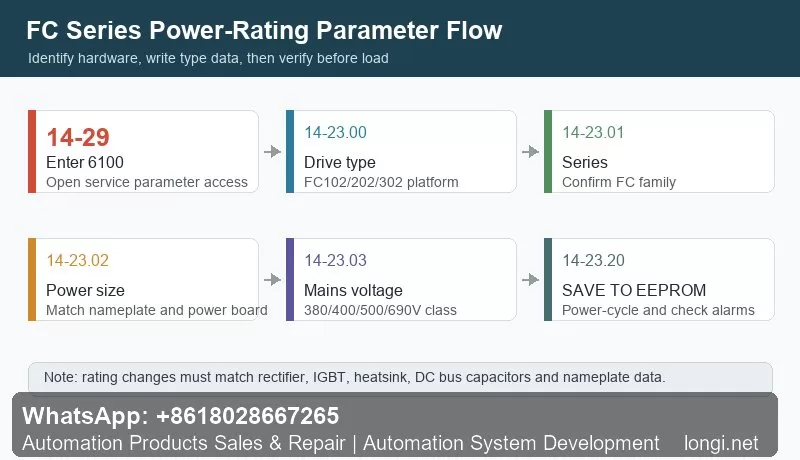
The key service path is usually entered from the LCP. After the keypad displays normally, enter the main menu, find parameter 14-29, press OK, input service code 6100, and confirm. Then enter the 14-23 parameter group. The typical sequence is to set the drive type in 14-23.00, confirm the FC series in 14-23.01, select the correct power size in 14-23.02, select the correct mains voltage class in 14-23.03, and finally use 14-23.20 SAVE TO EEPROM to store the type data permanently.
Saving to EEPROM is important because these parameters are not ordinary application settings. They are involved in drive identification, rated current limits, voltage class recognition, fan behavior, thermal protection and internal protection thresholds. If the EEPROM save step is skipped, the drive may return to the previous configuration after power cycling. For a proper repair, the drive should be powered off, restarted, checked for alarms, and the 14-23 parameters should be reviewed again.
Before any loaded test, start with a no-load power-up. Check DC bus behavior, fan operation, keypad status, alarm history and temperature feedback. Then run the motor without load and verify output current, output voltage, frequency response and motor direction. After that, apply load gradually. If the current reading is obviously too high or too low, inspect the current sensor, power board type, sampling circuit and selected rating. On FC302 applications, an incorrect current scale can also affect vector control performance.
Common mistakes include selecting a higher rating than the actual hardware, ignoring the voltage class, replacing boards only by appearance, clearing alarms without reading the alarm history, and failing to document the original parameters. A reliable repair should include photos of the nameplate, board codes and original settings before modification.
In summary, Danfoss FC series power-rating reconfiguration is a practical repair procedure after board replacement or type-data loss. The core steps are 14-29 with code 6100, type settings in 14-23.00 to 14-23.03, and EEPROM saving through 14-23.20. The most important principle is simple: the parameter data must follow the hardware, not the other way around. When hardware identification, parameter writing, EEPROM storage, power-cycle verification and load testing are all completed, this procedure can restore a repaired FC series drive to a stable and serviceable state.