In CNC machine tools, turret mechanisms, feeder axes, clamping axes, and automated special-purpose machines, servo systems are responsible for precise positioning, fast response, and closed-loop control. Compared with a standard inverter driving an induction motor, a servo system has much higher requirements for motor power wiring, encoder feedback wiring, parameter matching, mechanical load condition, and control sequence. Once any of these links becomes abnormal, the servo drive may not merely show unstable speed or positioning deviation. Instead, it may directly trigger protective alarms such as overcurrent, encoder fault, overload, or excessive position deviation.
In the TECO JSDAP series servo drive, one common field alarm is RL-04, AL-04, or simply 04 on the keypad display. In actual repair work, many users tend to interpret this alarm as “high motor current” or “heavy load.” However, from a maintenance perspective, alarm 04 should not be treated as a simple overload. It is closer to an instantaneous abnormal current protection in the main power circuit. Possible causes include incorrect U/V/W motor phase wiring, abnormal encoder feedback, servo motor winding defects, damaged drive power module, mismatch between parameter Cn030 and the actual motor, mechanical jamming, or a brake that has not been released.
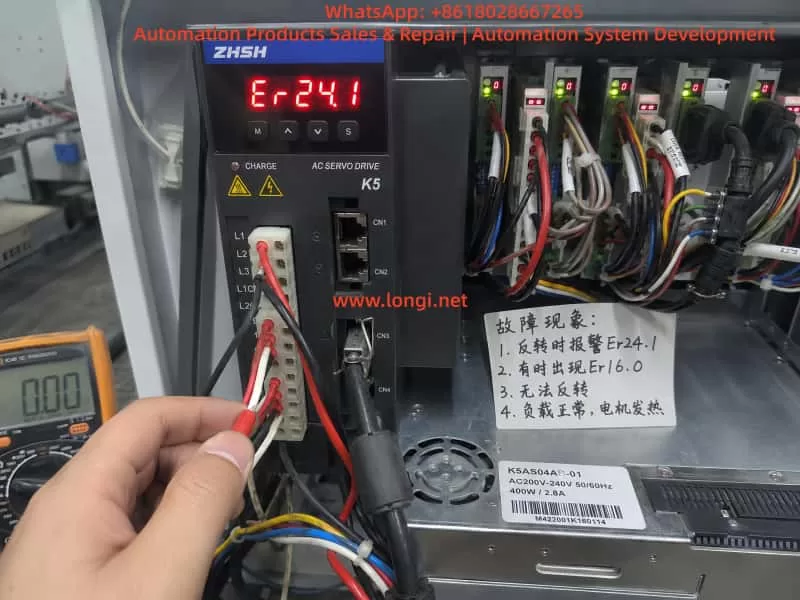
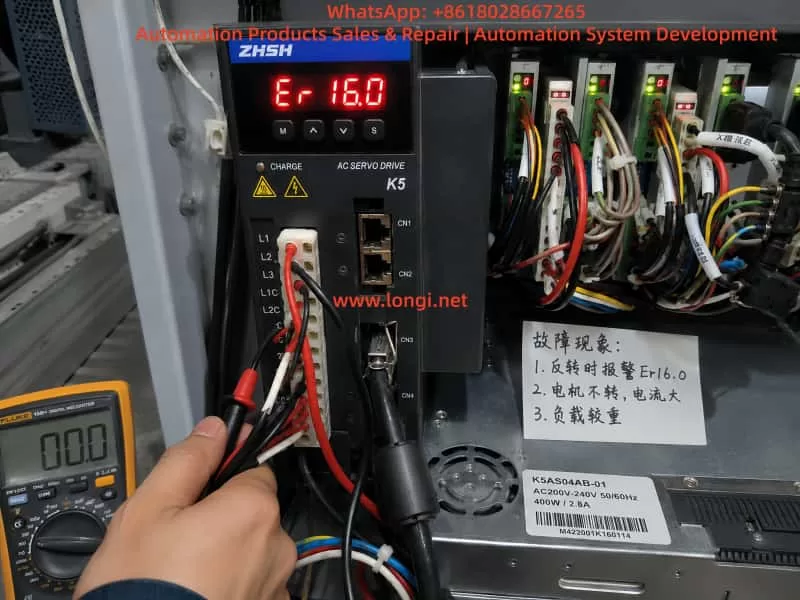
When a machine-tool customer reports that “the servo motor should normally rotate two turns, but now it only moves briefly and then reports RL-04 overcurrent,” this symptom has strong diagnostic value. It usually means the system is not completely faulty at power-on. Instead, the alarm occurs when the servo is enabled, the drive begins outputting current, and the motor just starts to respond. The diagnostic focus should therefore be placed on why the current rises abnormally at the moment of operation, rather than only looking at the auxiliary alarm displayed on the CNC screen.
1. Basic Meaning of the TECO JSDAP RL-04 Alarm
On the TECO JSDAP series servo drive, alarm 04 generally corresponds to drive overcurrent. From the drive’s protection logic, overcurrent does not simply mean that the load is slightly higher than usual. It means that the main circuit has detected current exceeding the protection threshold. To protect the IGBT/IPM power module, motor windings, and mechanical system, the drive immediately cuts off output and issues an alarm.
For alarm 04, the diagnostic direction normally includes checking whether the motor-side U, V, W wiring and encoder wiring are normal, and confirming that the wiring follows the standard connection diagram. If the alarm still exists after the power has been turned off for a period and then reapplied, the fault may involve the internal power transistor module of the servo drive or severe electrical noise interference.
This means RL-04/04 is not caused by one single fixed fault. It is a protective result for a class of abnormal output-current conditions. Maintenance personnel must judge the cause together with the timing of the alarm: whether it appears immediately after power-on, after servo enable, after the motor moves briefly, after a period of running, under mechanical load, or even when the motor is disconnected. Different timing points correspond to completely different fault ranges.
2. Why “The Motor Moves Once and Then Reports 04” Is Important
In field service, customers often describe the problem as “the servo motor moves a little and then alarms,” “normally it should rotate two turns, but now it stops immediately,” or “after reset, the same thing happens again.” This simple description actually contains several important clues.
First, the drive is not completely unable to power up. If the drive reports 04 immediately after control power or main power is applied, the first suspects would be the drive power module, current detection circuit, main-circuit short circuit, or serious internal component failure. In this case, however, the alarm occurs after operation begins, which means the drive can at least complete part of its initialization. The fault is triggered during output.
Second, the motor has made a short movement. If the motor can move briefly, it means the main circuit has probably output three-phase current, and the servo enable signal and part of the control logic are present. But when the motor starts and the alarm immediately appears, it suggests that the drive detects an abnormal closed-loop control condition. The current response may be much higher than expected, or the motor feedback may not match the drive output, causing the servo amplifier to increase current sharply before tripping.
Third, if the motor should normally complete two revolutions but now cannot, the axis may be involved in homing, turret indexing, clamping-axis positioning, or a fixed travel sequence. If the CNC screen also displays a message such as “clamping axis not returned to home,” that CNC message may not be the root cause. It may simply be the interlock result after the servo axis fails to complete its action. The true primary fault should still be judged from the servo drive display.
Therefore, “one brief movement followed by RL-04” should not be directly judged as motor failure, nor should it immediately be judged as drive failure. The correct approach is to distinguish mechanical load problems, motor feedback problems, power wiring problems, parameter mismatch, and drive hardware failure.
3. Common Cause 1: Incorrect, Loose, or Poorly Insulated U/V/W Motor Wiring
The U, V, W three-phase power wires of a servo motor cannot be swapped casually like those of a standard induction motor. For an ordinary three-phase induction motor, swapping any two phases mainly changes the rotation direction. But an AC servo system is closed-loop controlled. The current vector output by the drive must strictly correspond to the rotor position feedback from the encoder. If the U/V/W phase sequence is wrong, or if one phase is loose or intermittently connected, the drive may find that the motor feedback direction, speed, or phase does not match the expected response. It may then rapidly increase current to correct the error, eventually causing overcurrent protection.
In real field cases, U/V/W problems commonly occur in the following situations:
The motor or drive has been removed for repair, and the wiring was restored without a reference photo.
The terminal screws are aged or not tightened, and vibration causes poor contact during operation.
The motor cable has been worn by the drag chain, sheet-metal edge, or oil-contaminated area, damaging the insulation.
The motor connector has oil or water ingress, causing leakage or short circuits between pins.
The motor cable was replaced, but the wire colors do not match the original factory definition.
The drive output cables are bundled together with other strong-current cables, causing interference or insulation damage.
For field maintenance, wire color alone should not be used as the final judgment. The motor nameplate, connector pinout, original wiring diagram, and actual terminal marks must all be compared. After power-off and full discharge, check whether U, V, and W correspond correctly from the drive to the motor. Then measure the resistance of U-V, V-W, and W-U with a multimeter. The three values should be basically balanced. Next, measure insulation from U/V/W to the motor frame or ground. A standard multimeter can only detect serious short circuits. If insulation degradation is suspected, a megohmmeter should be used. In servo motors, insulation problems may not appear as a complete static short circuit, but may become obvious only when the drive outputs PWM voltage.
4. Common Cause 2: Abnormal Encoder Feedback
The core of a servo system is closed-loop control. The drive not only outputs three-phase current to the motor, but also reads encoder feedback in real time to determine rotor position, speed, and direction. If encoder feedback is lost, reversed, distorted, intermittent, or affected by broken wires or poor connector contact, the drive’s judgment of motor status becomes unreliable.
Encoder faults do not always immediately appear as a dedicated encoder alarm. In some cases, the encoder signal seems normal while stationary, but once the motor starts, vibration causes an internally broken conductor to lose contact, or the feedback position jumps. The drive may then output abnormal current and finally show overcurrent protection. In machine-tool environments, oil mist, coolant, metal chips, long-term vibration, and repeated drag-chain bending can all cause hidden encoder cable damage.
Encoder troubleshooting should be performed systematically. First, power off and unplug the encoder connector. Check whether the pins are bent, retracted, oxidized, or contaminated by oil. Second, inspect the cable sheath for crushing, pulling, or excessive bending. Third, check whether the encoder power supply is normal. Many systems use 5 V encoder power, but the actual value should be confirmed according to the motor and manual. Fourth, if a same-model motor or cable is available, cross-substitution is the most effective method. Encoder cables are one of the most easily overlooked but most common fault points in field service.
If the motor is separated from the mechanical load and still shakes, rushes briefly, or reports 04 as soon as it is enabled, while U/V/W wiring shows no obvious short circuit, encoder feedback should be placed very high on the suspect list.
5. Common Cause 3: Mechanical Jamming, Brake Not Released, or Clamping Mechanism Not Open
In machine tools, a servo motor often does not drive a light free-running load. It may be connected through a coupling, timing belt, reducer, ballscrew, turret, clamping mechanism, homing mechanism, or other mechanical transmission. If the mechanical side is not fully released, the servo motor may face a near-stall load at startup. The current rises instantly, and the drive may report RL-04.
The word “no-load rotation” must be clarified. Customers may use it in two different ways. One means the motor is physically disconnected from the machine and the motor shaft is truly unloaded. The other simply means the machine is running an “empty cycle” or homing program, while the motor is still connected to the mechanical structure. These two meanings are completely different for diagnosis.
If the motor remains connected to the mechanism, the following problems may cause overcurrent:
The mechanical brake has not released.
The turret clamping mechanism has not opened.
Hydraulic or pneumatic pressure is insufficient, so unclamping is incomplete.
The reducer is internally damaged or jammed.
The ballscrew, bearing, or guideway resistance is too high.
The coupling is eccentric, over-tightened, or deformed during installation.
The home switch or limit switch state is incorrect, causing the axis to drive into a mechanical stop.
The machine has been idle for a long time, and oil sludge, chips, or dried coolant has blocked the mechanism.
For servo motors with mechanical brakes, the brake power supply must be checked carefully. A brake usually requires an external DC 24 V control supply to release. The brake wires must not be mistaken for ordinary signal wires. If the brake is not released, the motor is effectively starting against a locked rotor, and overcurrent is almost unavoidable.
The most effective way to identify a mechanical problem is to disconnect the coupling, timing belt, or reducer and let the motor truly run without load. If the motor runs normally after being disconnected and no longer reports 04, the drive and motor are probably not the main cause. The fault should be traced to the mechanical side. If the motor is completely disconnected and still reports 04 immediately after movement, the mechanical side can largely be excluded, and the electrical system should be checked first.
6. Common Cause 4: Incorrect Cn030 Motor Matching Parameter
The TECO JSDAP series drive cannot run any motor arbitrarily. The drive must know the connected motor’s power, rated current, rated speed, encoder type, inertia class, and related characteristics. The parameter Cn030 is used for the motor/drive series matching setting. The diagnostic item dn-08 can be used to check the currently configured drive and motor combination. If the displayed combination does not match the actual motor, Cn030 must be corrected.
This point is especially important for second-hand machine tools, old equipment repair, drive replacement, and parameter initialization. Many field failures are not caused by damaged hardware, but by a mismatch between the drive parameters and the actual motor. For example, the drive may be a JSDAP-15A, but the connected motor may have a different encoder type, rated current, or power class. If Cn030 is set for another motor combination, the drive’s understanding of motor electrical angle, rated current, and feedback resolution will be wrong. The result may be vibration, abnormal movement, or overcurrent immediately after operation.
Parameter mismatch is common in the following situations:
The drive has been replaced, but the original parameters were not imported.
The drive was repaired and reset to default parameters.
A used drive was installed as a substitute, with similar appearance but wrong parameter settings.
The motor was replaced, but the old drive parameters were retained.
Only part of the motion parameters was restored, while the motor-series parameter was ignored.
Different JSDAP capacity ranges or encoder specifications were mixed incorrectly.
Therefore, when troubleshooting RL-04, hardware measurement alone is not enough. The drive’s diagnostic item dn-08 should be checked and compared with the actual motor nameplate. If the motor model, power, speed, or encoder specification does not match the drive setting, Cn030 must be corrected before trial operation. Repeated testing under wrong parameter conditions not only fails to solve the problem, but may also expand the damage.
7. Common Cause 5: Servo Motor Failure
Servo motor failure can also trigger RL-04. Common motor faults include winding turn-to-turn short circuit, three-phase imbalance, insulation breakdown to ground, encoder internal failure, bearing seizure, rotor demagnetization, or brake mechanism failure.
Turn-to-turn short circuit is a relatively hidden fault. It may not show as a complete U/V/W short circuit. When measured with a standard multimeter, one phase resistance may only be slightly different, or the difference may not be obvious. However, once the drive outputs PWM current, the shorted turns generate abnormal current and heat, causing the drive to trip on overcurrent. Motors that have overheated, been contaminated by oil or water, or suffered insulation aging are more likely to develop this fault.
Insulation degradation to ground is also common. In machine-tool environments, coolant, oil mist, and metal powder can enter the motor connector or junction area, causing leakage to ground. Servo drives are sensitive to output-side leakage and current abnormalities. When leakage current becomes large, the drive may report 04 or another main-circuit alarm.
Motor bearing seizure should not be ignored either. If the motor shaft feels tight, has periodic sticking points, produces abnormal noise, or feels as though it is scraping internally, the bearing, brake, or internal mechanical structure may be damaged. A motor with a brake cannot be rotated normally unless the brake is released, so the brake-release condition must be confirmed before judgment.
For the motor itself, the most effective method is still cross-substitution. If a same-model normal motor is available, install the original motor on a known-good axis, or connect a known-good motor to the faulty drive. If the fault follows the motor, the motor or encoder is confirmed as the likely cause. If the fault remains with the original drive or original machine axis, continue checking the drive, cable, and mechanical load.
8. Common Cause 6: Drive Power Module or Current Detection Circuit Failure
If the motor, cable, encoder, parameters, and mechanical load have all been excluded, the drive itself must be considered. The power module inside the JSDAP servo drive converts the DC bus voltage into three-phase output current for the servo motor. If the IGBT/IPM module is aged, partially shorted, or if the gate drive circuit or current detection circuit is abnormal, alarm 04 may appear during operation.
Drive hardware failure often appears in the following ways:
The drive reports 04 even when the motor is disconnected.
Any connected motor causes the same 04 alarm.
The drive runs briefly when cold but frequently reports 04 after warming up.
The output three-phase current is obviously unbalanced.
The motor produces abnormal squealing or vibration before alarm.
There is a burnt smell, visible explosion mark, heavy oil contamination, or dust accumulation inside the drive.
The power module shows abnormal readings in diode-mode testing.
After power-off and full discharge, an experienced technician may perform a preliminary diode-mode check between U/V/W and the DC bus points. However, this type of inspection must be done by qualified personnel. A servo drive contains high-voltage capacitors, and dangerous voltage may remain after power is turned off. Touching internal circuits before the charge indicator is off is unsafe.
If the drive power module is confirmed to be damaged, parameter reset or external cable replacement will not solve the problem. The drive must be inspected internally, including the IPM/IGBT, gate drive optocouplers, current sensors, DC bus capacitors, snubber circuit, power supply board, and control board. For old machine tools, the external motor and cables should also be checked for the original cause. Otherwise, the repaired drive may fail again after installation.
9. Correct On-Site Troubleshooting Sequence
For alarms like RL-04, the diagnostic sequence is very important. If the drive is removed and repaired immediately, time may be wasted. If the mechanical system is jammed and the operator repeatedly resets and retries the machine, the drive power module may be damaged. A reasonable diagnostic procedure is as follows.
First, confirm the true alarm source. CNC screen messages such as “clamping axis not returned to home,” “servo abnormal,” or “axis not ready” are often system interlock messages, not necessarily the root cause. A clear photo of the servo drive display must be taken to confirm whether the alarm is 04, AL-04, or RL-04.
Second, observe the alarm timing. If the alarm appears immediately after power-on, suspect the drive body, main-circuit short circuit, or serious wiring error first. If it appears after servo enable, focus on motor wiring, encoder wiring, and parameters. If it appears only at a fixed mechanical position, mechanical jamming, limit status, clamping mechanism, and program sequence become more suspicious.
Third, disconnect the mechanical load. Separate the motor from the coupling, timing belt, or reducer so the motor can truly run unloaded. If it runs normally unloaded, the mechanical side is the priority. If it still alarms unloaded, the electrical side is the priority.
Fourth, check U/V/W and encoder wiring. Confirm phase order, terminal tightness, connector condition, shielding, grounding, insulation, and possible internal cable breakage. Pay special attention to drag-chain cables and oil-contaminated connectors.
Fifth, check Cn030 and dn-08. Confirm whether the drive model, motor model, power, speed, and encoder specification match. This step is essential for second-hand machines and machines whose drives have been replaced or repaired.
Sixth, test the motor. Check three-phase resistance balance, insulation to ground, brake release, shaft rotation resistance, and encoder feedback condition.
Seventh, perform cross-substitution. Use a known-good same-model motor, cable, or drive for comparison. Cross-substitution is more reliable than guessing.
Eighth, evaluate drive hardware. If the drive reports 04 without the motor connected, or if the same alarm remains after replacing the motor and cable, the drive should enter the internal repair process.
10. Analysis of the CNC “Clamping Axis Not Returned to Home” Message
On some CNC lathes or special-purpose machines, the servo axis may not be a standard X/Z feed axis. It may be used for a clamping axis, turret, indexing table, feeder mechanism, or auxiliary homing mechanism. When the CNC screen displays “clamping axis not returned to home,” this does not necessarily mean the home switch is faulty. It may mean the servo axis reported RL-04 immediately after starting during the homing process, so the PLC never received the home-complete signal.
In this situation, the fault chain should be divided into two layers.
The lower-level fault is the servo drive 04 overcurrent alarm.
The upper-level fault is the CNC/PLC message caused by the servo axis failing to complete the required motion.
If only the upper-level alarm is handled, such as replacing the home switch, changing the PLC input, or forcing home completion, the real problem may remain. The correct method is to make the servo axis run stably first, then handle the homing logic. For clamping, unclamping, turret positioning, and similar mechanisms, pneumatic or hydraulic signals are often required before servo movement. If the unclamp signal is not complete and the servo axis is forced to move, the motor is effectively starting against a mechanical lock, so overcurrent is a reasonable result.
For JSDAP servo alarms on clamping-axis or turret mechanisms, the following items should be checked at the same time:
Whether the unclamping solenoid valve operates.
Whether air pressure or hydraulic pressure meets the required level.
Whether the clamped and unclamped position switches provide correct feedback.
Whether the mechanical lock pin has fully retracted.
Whether the homing direction is correct.
Whether the servo enable sequence occurs after unclamping is completed.
Whether an abnormal PLC input causes the servo to start under the wrong condition.
11. Maintenance Precautions
When dealing with RL-04, frequent reset and forced operation are not recommended. Every overcurrent trip stresses the power module, motor winding, and DC bus capacitors. If the actual fault is U/V/W short circuit, unreleased brake, or mechanical jamming, repeated trial operation can turn a repairable minor fault into a damaged power module.
U/V/W should also not be swapped casually to “test direction.” In a servo system, direction should be corrected through parameters, command settings, or proper motor matching, not by randomly swapping output phases like an induction motor. Incorrect phase sequence may cause closed-loop runaway and instantaneous current shock.
Encoder wiring must not be modified randomly either. Encoder feedback is a low-voltage high-speed signal. It should use proper shielded cable and be routed away from power wiring. Shield grounding should follow the original design. Multiple random grounding points can create interference loops. If the encoder cable has been soaked in oil or repeatedly bent in the drag chain, replacing the cable is often more effective than merely cleaning the connector.
For old machine tools, the cabinet environment also matters. Oil mist, metal dust, poor heat dissipation, fan failure, poor grounding, supply voltage fluctuation, and strong electrical interference can all reduce servo system stability. The drive should be installed in an environment with proper ventilation, limited dust and oil mist, reliable grounding, and sufficient heat dissipation.
12. Conclusion
The TECO JSDAP servo drive RL-04 or 04 alarm is essentially a drive overcurrent protection. It may be caused by a damaged drive power module, but in machine-tool field service, more common causes include abnormal U/V/W motor power wiring, encoder feedback problems, mechanical jamming, unreleased brake, clamping mechanism not open, or mismatch between parameter Cn030 and the actual motor.
For the symptom “the servo motor only moves briefly and then reports RL-04, while it should normally rotate two turns,” the most important diagnostic method is to disconnect the motor from the mechanical load and perform a true no-load test. If the motor runs normally after being disconnected, focus on the mechanical lock, brake, reducer, turret, or clamping-axis mechanism. If it still reports 04 when disconnected, focus on U/V/W wiring, encoder cable, motor body, Cn030/dn-08 matching, and drive hardware.
When repairing this type of fault, do not rely only on the CNC screen message, and do not immediately assume the drive is damaged. The correct procedure is: confirm the alarm source, observe the alarm timing, disconnect the mechanical load, check power wiring, check encoder feedback, verify parameters, test the motor, perform cross-substitution, and then repair the drive if necessary. This sequence reduces misjudgment, lowers unnecessary replacement cost, and prevents repeated trial operation from expanding the fault.
In actual machine-tool maintenance, RL-04 is not an isolated alarm. It is the protective result of interaction among the servo drive, motor, cable, mechanical structure, and PLC sequence. Only by analyzing it as a complete system can the real cause be found.