1. Equipment Background and Fault Overview
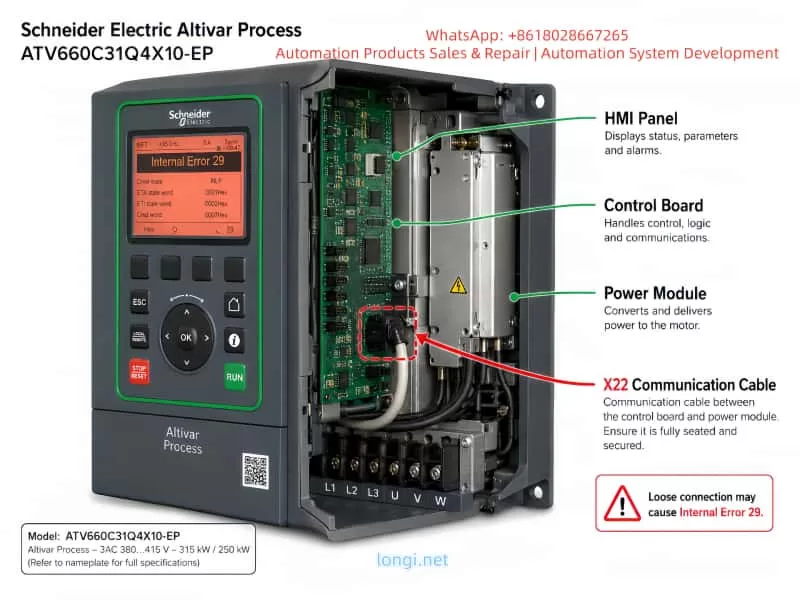
The Schneider Electric Altivar Process ATV660 is a cabinet-type variable frequency drive designed for medium- and high-power industrial motor control applications. It is commonly used on large fans, pumps, compressors, cooling systems, process machinery, and other heavy-duty industrial equipment. The case discussed in this article involves a Schneider Electric ATV660C31Q4X10-EP drive system.
According to the drive nameplate, the unit is rated:
- Model: ATV660C31Q4X10-EP
- Input voltage: 3-phase 380–415 V
- Power rating: ND 315 kW / HD 250 kW
- Output current: ND 590 A / HD 477 A
- Protection class: IP23
The connected motor is a WEG three-phase induction motor. The motor nameplate indicates approximately:
- Voltage: 400 V
- Frequency: 50 Hz
- Power: 260 kW
- Rated current: 435 A
- Speed: 2984 rpm
- Power factor: 0.90
From a capacity-matching point of view, the motor current of 435 A is lower than the drive’s HD current rating of 477 A. Therefore, under normal conditions, this motor and drive combination should be basically suitable.
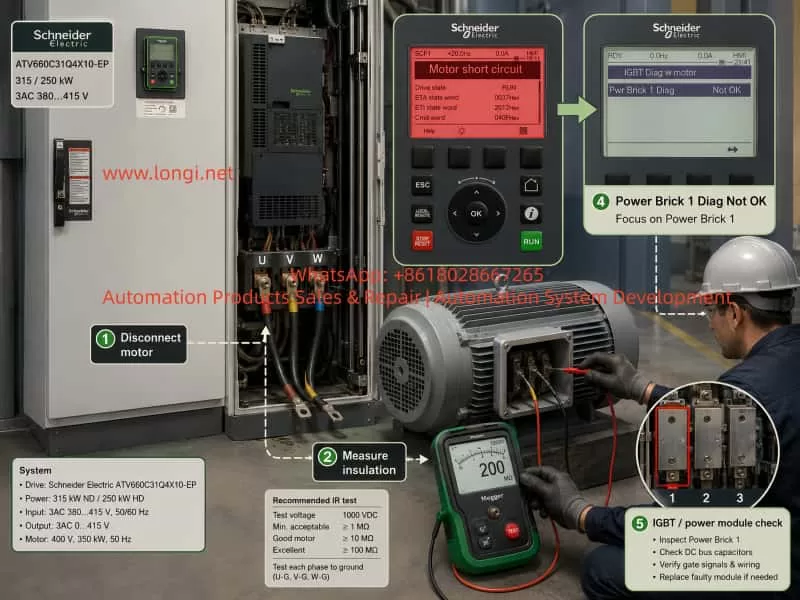
However, after startup, the drive reports:
SCF1 – Motor short circuit
The diagnostic screen also shows:
IGBT Diag w motor
Power Brick 1 Diag: Not OK
These two pieces of information are very important. This is not a simple communication setting issue, and it should not be treated as an ordinary keypad configuration problem. The fault must be analyzed from the perspectives of motor insulation, motor cable condition, output wiring, IGBT power module condition, gate driver circuit, current detection, and cabinet environment.
For a 250–315 kW class drive, this type of fault has a high repair risk. Repeatedly resetting and restarting the drive without diagnosis may damage the IGBT module, gate driver board, DC bus components, fuses, or even the entire power section. Therefore, the correct approach is to stop repeated startup attempts and perform a structured electrical diagnosis.

2. Meaning of SCF1 “Motor Short Circuit”
The keypad fault SCF1 Motor short circuit literally means that the drive has detected a short-circuit condition related to the motor output. However, in actual VFD diagnosis, this fault does not only mean that the motor winding is physically shorted.
SCF1 may be triggered by several conditions:
- Phase-to-phase short circuit inside the motor winding.
- Motor winding insulation breakdown to ground.
- Phase-to-phase short circuit in the motor cable.
- Motor cable insulation leakage to ground.
- Incorrect wiring at the output terminals U/V/W.
- Capacitor bank or power factor correction device connected at the drive output.
- Old star-delta starter circuit not fully removed.
- Output contactor contact failure or incorrect switching sequence.
- IGBT power module internal short circuit.
- Gate driver board failure causing abnormal IGBT switching.
- Current sensor or current detection circuit abnormality.
- Severe parameter mismatch between motor and drive.
- Mechanical load locked or jammed, causing abnormal starting current.
Therefore, SCF1 should not be interpreted too narrowly. It does not automatically prove that the motor is bad, and it does not automatically prove that the VFD is bad. The correct diagnostic strategy is to determine whether the problem is located outside the drive, such as motor, cable, or output wiring, or inside the drive power stage, such as IGBT, gate driver, current sensor, or power brick.
3. Importance of “Power Brick 1 Diag: Not OK”
The second fault indication is more serious:
IGBT Diag w motor
Power Brick 1 Diag: Not OK
In a high-power cabinet drive such as the ATV660, the power section is typically composed of IGBT modules, gate driver boards, current sensors, DC bus capacitors, copper busbars, cooling fans, control boards, and internal diagnostic circuits. “Power Brick” can be understood as a power module group or power unit inside the drive.
When the diagnostic page shows Power Brick 1 Diag: Not OK, it means the drive has detected an abnormal condition related to the first power brick or power module group.
This diagnostic result may be caused by two different situations:
First, the motor or motor cable is connected and has a short circuit or leakage problem. The external fault causes the drive to report an abnormal power brick diagnostic result.
Second, the power brick itself is defective. In this case, the diagnostic result may remain Not OK even after the motor cables are disconnected.
This distinction is very important. The next diagnostic action should not be to keep changing communication parameters or command source settings. The first critical test is to disconnect the motor cables from the drive output and check whether the Power Brick 1 diagnostic result changes.
4. Electrical Mechanism Behind the Fault
A VFD output is not a normal sine-wave power supply. It is generated by high-speed switching of IGBTs using PWM modulation. The drive control board monitors output current, DC bus voltage, IGBT feedback, current balance, and protection signals from the gate driver circuit.
When there is a short circuit or severe insulation failure at the output side, the following conditions may occur during startup:
- One output phase current rises abnormally.
- Three-phase output current becomes seriously unbalanced.
- IGBT desaturation protection is triggered.
- DC bus current rises sharply.
- The gate driver board detects an unsafe switching condition.
- The control board judges the output circuit as shorted.
- The drive stops output and reports SCF1.
If the IGBT module itself is already damaged, a similar fault can occur even when the motor is normal. Examples include shorted IGBT chips, damaged gate resistors, abnormal gate drive signals, faulty desaturation detection, damaged driver optocouplers, or defective current feedback circuits.
This is why repeated startup is dangerous. Every restart applies another high-current stress to the IGBT power stage. If there is a real short circuit, the damage may become much worse.
5. First Rule: Do Not Repeatedly Reset and Restart
When an ATV660 displays SCF1 together with Power Brick 1 diagnostic failure, the first rule is:
Do not repeatedly press RUN or reset the fault again and again.
For some minor alarms, such as temporary undervoltage or external interlock faults, reset and restart may sometimes be acceptable. But SCF1 is a short-circuit-related fault. Repeated startup may cause serious damage.
Possible consequences include:
- IGBT module explosion.
- Gate driver board failure.
- DC bus fuse failure.
- Copper busbar arcing.
- Rectifier section stress.
- Additional internal faults.
- Higher repair cost.
The correct procedure is:
Stop the drive, isolate the power supply, wait for DC bus discharge, disconnect the motor output, perform insulation tests, and diagnose section by section.
6. Key Diagnostic Step: Disconnect the Motor and Test the Drive Alone
The most important step is to separate the drive from the motor and cable.
Recommended procedure:
- Switch off the main power supply.
- Wait until the DC bus is fully discharged.
- Confirm with a multimeter that the voltage between DC+ and DC- is at a safe level.
- Disconnect the motor cables from the drive output terminals U/T1, V/T2, and W/T3.
- Leave the drive output terminals open, with no motor connected.
- Power on the drive.
- Enter the diagnostic menu.
- Check whether Power Brick 1 Diag changes from Not OK to OK.
The interpretation is as follows:
If Power Brick 1 Diag becomes OK after disconnecting the motor, the drive power section is probably not internally shorted. The fault is more likely related to the motor, motor cable, output wiring, output contactor, capacitor, or load.
If Power Brick 1 Diag remains Not OK after disconnecting the motor, the fault is very likely inside the drive. The main suspects are IGBT Power Brick 1, gate driver board, current sensor, busbar insulation, power module connection, or detection circuit.
If the drive still reports SCF1 with the motor disconnected, this strongly suggests an internal power stage fault or a short/leakage near the output terminals.
If the drive is normal without the motor but immediately faults when the motor is connected, then the focus should shift to the motor, cable, terminal box, and output circuit.
This single test is critical because it divides the fault into two major categories: external circuit fault or internal drive fault.
7. Motor and Cable Insulation Testing
For a 400 V, 260 kW motor, insulation testing must not be done only with a standard multimeter. A normal multimeter may detect a dead short, but it cannot reliably identify moisture, insulation aging, partial breakdown, or leakage that only appears under higher test voltage.
A 1000 V insulation resistance tester, commonly called a megger, should be used.
Before insulation testing, the motor cables must be disconnected from the drive output terminals. This is essential because megger voltage can damage the VFD output circuit if applied while the drive is still connected.
Recommended insulation tests:
- U phase to earth.
- V phase to earth.
- W phase to earth.
- U to V.
- V to W.
- U to W.
For this class of motor, the insulation resistance should ideally be in the tens or hundreds of megaohms. If the value is low, the motor should not be connected back to the drive until the cause is found.
A practical interpretation:
- Above 100 MΩ: generally good.
- 10–100 MΩ: suspicious, especially in a humid site.
- Below 10 MΩ: not recommended for VFD operation without further investigation.
- Below 1 MΩ: serious insulation problem.
The cable should also be tested separately if possible. Many SCF1 faults are caused not by the motor winding itself, but by the motor cable.
Common cable-related causes include:
- Damaged cable insulation.
- Moisture in cable joints.
- Cable crushed inside conduit.
- Shielding layer touching a phase conductor.
- Carbonized terminals.
- Loose cable lugs.
- Water inside the motor terminal box.
- Phase conductor touching the motor frame.
For large drives, cable insulation problems are very common, especially after equipment relocation, long shutdown, humid storage, or poor cabinet maintenance.
8. Checking the Output Circuit
The drive output terminals U/V/W should normally be connected directly and correctly to the motor. Any device inserted between the drive and motor must be checked carefully.
The following components can cause SCF1 if incorrectly connected at the VFD output:
- Power factor correction capacitor.
- Capacitor bank.
- Old star-delta starter circuit.
- Output contactor with poor contact.
- Output contactor switching during drive operation.
- Incorrectly connected thermal overload relay.
- Incorrect output filter.
- Incorrectly placed reactor.
- Multi-motor connection without proper configuration.
- Carbonized or loose output terminals.
A capacitor at the output of a VFD is especially dangerous. Since the VFD output is PWM, a capacitor can produce large high-frequency charging currents. This may be detected as a short circuit and may also damage the IGBT module.
Output contactors also require special attention. If a contactor opens or closes while the drive is producing output voltage, it can generate severe electrical stress and trigger short-circuit or overcurrent protection. If an output contactor must be used, it should be properly interlocked so that it never switches while the drive is actively running.
9. Can Parameter Errors Cause SCF1?
Parameter errors usually cause overcurrent, overload, unstable speed, motor overheating, or poor starting torque. However, in severe cases, incorrect parameters may contribute to SCF1 or short-circuit-like protection.
Possible parameter-related causes include:
- Motor rated current set too high.
- Motor rated voltage or frequency set incorrectly.
- Wrong motor control law.
- Acceleration time too short.
- Excessive torque boost.
- Incorrect starting frequency.
- Incorrect auto-tuning result.
- Motor power rating mismatch.
- Multi-motor system configured as a single motor.
- Heavy mechanical load with aggressive acceleration.
For the motor in this case, the basic motor parameters should be entered according to the nameplate:
- Motor rated voltage: 400 V
- Motor rated frequency: 50 Hz
- Motor rated power: 260 kW
- Motor rated current: 435 A
- Motor rated speed: 2984 rpm
- Motor power factor: 0.90
Initial acceleration and deceleration times should not be too short. For a high-power motor, an initial acceleration time of 30–60 seconds is safer. Heavy-load applications may require even longer ramp times.
However, if the diagnostic menu already shows Power Brick 1 Diag: Not OK, parameter adjustment alone is not enough. Parameters should be checked, but they cannot replace hardware diagnosis.
10. Mechanical Load Considerations
Although SCF1 is mainly related to electrical short-circuit protection, the mechanical side should not be ignored. If the motor is mechanically locked or the driven equipment is jammed, the starting current may become extremely high and trigger protection.
The following items should be checked:
- Whether the motor shaft can rotate freely.
- Whether the pump or fan is jammed.
- Whether the bearing is seized.
- Whether the coupling is locked.
- Whether the fan impeller touches the casing.
- Whether the belt or mechanical transmission is too tight.
- Whether the pump has foreign material inside.
- Whether the valve position is correct.
- Whether the process line is blocked.
- Whether reverse pressure or backflow exists.
If it is safe to disconnect the motor from the load, an unloaded motor test can help identify whether the fault is electrical or mechanical. If the motor runs normally without load but faults immediately under load, the mechanical system must be investigated.
11. Diagnosing Internal Drive Hardware Faults
If Power Brick 1 Diag remains Not OK even after disconnecting the motor, the fault is likely inside the drive.
The main parts to inspect are:
- Power Brick 1 IGBT module.
- IGBT gate driver board.
- Gate driver power supply.
- Gate resistors.
- Driver optocouplers or isolation devices.
- DC busbar.
- Output copper busbar.
- Current sensors.
- Power module connection cables.
- Cooling system.
- Control board to power board connection.
- Dust, moisture, oil contamination, or metal particles inside the cabinet.
IGBT module faults can appear in different forms. Sometimes the module has an obvious collector-emitter short circuit that can be found with a multimeter in diode mode. Sometimes static testing looks normal, but the IGBT fails under voltage or switching conditions. Sometimes the IGBT itself is good, but the gate driver board is defective and causes abnormal triggering or protection.
Therefore, a simple multimeter test is only a preliminary check. It cannot fully prove that a high-power IGBT module is good. A proper repair workshop should also check gate drive signals, driver power supply, desaturation feedback, current feedback, and insulation conditions.
12. Current Sensor and Detection Circuit Problems
The SCF1 judgment depends heavily on current feedback. If the current sensor or its detection circuit is faulty, the drive may incorrectly detect a short-circuit condition.
Possible symptoms include:
- Output current displayed when the drive is not running.
- Unbalanced phase current display.
- Overcurrent or short-circuit fault with no motor connected.
- Power brick diagnostic failure.
- Fault condition changing when cabinet wiring is touched or vibrated.
- Intermittent SCF1 after the drive warms up.
The current monitoring values should be checked from the keypad. When the drive is stopped, output current should be close to zero. If the displayed current is abnormal in the stopped state, the current sensor, sensor power supply, signal cable, or control board input circuit should be checked.
Loose connectors, oxidized plugs, moisture, dust, and damaged shielding can all affect current detection accuracy.
13. Cabinet Environment and Maintenance Factors
The ATV660 is a cabinet drive. Its reliability depends strongly on the cabinet environment and cooling condition. Dust, moisture, oil mist, metal powder, blocked filters, and poor ventilation can all cause electrical and thermal problems.
Environmental problems may cause:
- IGBT overheating.
- Gate driver board leakage.
- Conductive dust between busbars.
- Oxidized connectors.
- Cooling fan failure.
- Heat sensor abnormality.
- Capacitor aging.
- Condensation inside the cabinet.
- Terminal overheating.
- Control board misdiagnosis.
The cabinet should be inspected carefully. Air filters should be cleaned or replaced. Cooling fans should be checked. The power section should be inspected for black marks, smell of burning, carbon tracking, loose screws, and foreign objects.
For high-power drives, poor cooling can gradually weaken the power module and finally cause power brick diagnostic failure.
14. Recommended Troubleshooting Procedure
A structured troubleshooting process for this fault should be as follows:
- Record the fault code, diagnostic screen, running frequency, current, status word, and command word.
- Stop repeated reset and restart attempts.
- Switch off the main power and wait for full DC bus discharge.
- Check output terminals U/V/W for looseness, burn marks, wrong wiring, or foreign objects.
- Disconnect the motor cables from the drive output.
- Power on the drive without the motor connected.
- Check whether Power Brick 1 Diag changes to OK.
- If the drive is normal without the motor, test the motor and cable insulation with a 1000 V megger.
- Check the motor terminal box for water, loose terminals, carbon marks, and winding imbalance.
- Check whether there are contactors, capacitors, star-delta circuits, output filters, or other devices between the drive and motor.
- If all external circuits are normal, perform a cautious low-frequency local test.
- If Power Brick 1 Diag remains Not OK without the motor, inspect the internal power section.
- Test the IGBT module, gate driver board, current sensor, busbar, and power module connections.
- After repair, test the drive without load first.
- Reconnect the motor only after the drive and external circuit pass inspection.
- Start with low frequency, observe current balance, then gradually increase speed.
- Restore remote UCP or PLC control only after the hardware fault is cleared.
The key principle is to separate the system into sections and test each section independently.
15. Commissioning After Repair
After the fault is repaired, the drive should not be returned to full operation immediately. A gradual commissioning process is necessary.
Recommended steps:
- Confirm all power terminals are tightened.
- Confirm motor insulation is acceptable.
- Confirm no tools, screws, or metal particles remain inside the cabinet.
- Confirm all fans and cooling paths are working.
- Confirm motor nameplate data is correctly entered.
- Select Local mode from the keypad.
- Start at low frequency, such as 5 Hz.
- Observe motor direction, current, sound, and vibration.
- Increase to 10 Hz, 20 Hz, and 30 Hz step by step.
- Check three-phase current balance.
- Check motor temperature and mechanical load condition.
- Only after stable local running should Remote or UCP control be restored.
- Confirm the command source and speed reference source before automatic operation.
For UCP or PLC control, the command source and reference source must be correctly configured. Start/stop may come from terminals, communication, or keypad. Speed reference may come from analog input, Ethernet communication, Modbus RTU, or another fieldbus. Incorrect communication setup usually does not directly cause SCF1, but it may cause unintended run commands, wrong speed reference, or confusion during troubleshooting. Therefore, communication configuration should be handled after the SCF1 fault source has been identified and cleared.
16. Conclusion
When a Schneider ATV660 drive reports SCF1 Motor short circuit and the diagnostic page shows IGBT Diag w motor / Power Brick 1 Diag: Not OK, the fault must be treated as a serious output short-circuit or power-stage diagnostic failure. It should not be considered a simple keypad setting issue, and it should not be handled by repeatedly resetting and restarting the drive.
The correct diagnostic logic is to first protect the equipment, then isolate the motor from the drive, and then determine whether the fault is external or internal. If Power Brick 1 Diag becomes OK after disconnecting the motor, the focus should be on motor insulation, motor cable, output wiring, contactors, capacitors, old starter circuits, and mechanical load. If Power Brick 1 Diag remains Not OK after disconnecting the motor, the drive itself probably has an internal hardware problem, such as IGBT module failure, gate driver board fault, current sensor abnormality, busbar insulation issue, or power brick detection failure.
For a 250–315 kW cabinet drive, the cost of misdiagnosis can be high. A systematic approach using isolation testing, megger testing, output circuit inspection, power module checking, and controlled low-frequency commissioning is essential. Only after the motor, cable, output circuit, and drive power section are confirmed normal should the system be returned to UCP, PLC, or remote automatic control.
The SCF1 fault is not merely a single alarm code. It is a protection result generated by the interaction of the drive, motor, cable, load, and control system. A professional repair approach must follow the principle of safety first, isolation second, measurement third, judgment fourth, and commissioning last. This is the only reliable way to avoid secondary damage and restore the drive system safely.