1. Equipment Background and Fault Description
The SIMCO-ION Chargemaster CM20-P is an industrial electrostatic high-voltage generator. It is commonly used in electrostatic charging, electrostatic adhesion, film processing, printing and packaging, plastic sheet handling, lamination systems, and automated production lines. Its main function is to convert a standard AC input supply into a high-voltage DC output, which is then supplied to static bars, electrodes, charging heads, or electrostatic holding devices.
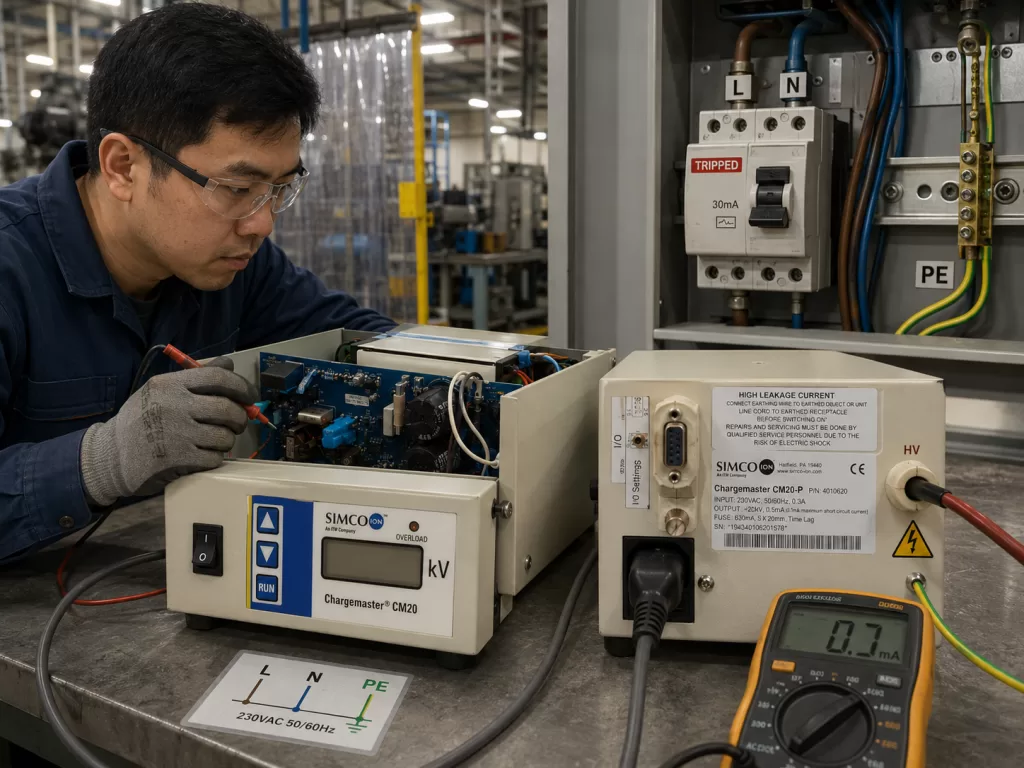
According to the nameplate, the main specifications of this unit are:
| Item | Specification |
|---|---|
| Brand | SIMCO-ION |
| Model | Chargemaster CM20-P |
| Input Power | 230VAC, 50/60Hz |
| Input Current | 0.3A |
| Output Voltage | +20kV |
| Output Current | 0.5mA |
| Fuse | 630mA, 5×20mm, Time Lag |
Although the input power of this type of equipment is not high, the output voltage reaches +20kV. It is a typical low-current, high-voltage device. Such equipment is very sensitive to grounding, insulation condition, humidity, contamination, high-voltage cable condition, static bar cleanliness, and electrode-to-metal distance.
Once leakage, discharge, short circuit, or insulation breakdown occurs at the high-voltage output side, the unit may show symptoms such as OVERLOAD alarm, blown fuse, leakage breaker tripping, no output, abnormal display, or unstable operation.
In this case, the fault development was very typical:
At the beginning, the OVERLOAD red indicator on the front panel was lit. This usually means that the high-voltage output was abnormal or the load was excessive. Later, inspection found that an internal fuse had blown. After replacing the fuse, the main display powered on, and the OVERLOAD red light was no longer lit. However, a new fault appeared: the breaker tripped when the unit was powered on.
The customer also reported that when the equipment was used inside the factory, the breaker tripped as soon as the earth wire was connected. The site power system was described as three-phase four-wire.
These pieces of information indicate that the fault is not simply a blown fuse or a grounding question. It involves several possible fault directions, including high-voltage output overload, internal power circuit short circuit, leakage to ground, and improper site grounding system. The troubleshooting must be carried out systematically from four aspects: input power, protective earth, high-voltage output, and internal components.
2. Meaning of the OVERLOAD Indicator
The OVERLOAD indicator on an electrostatic high-voltage generator is usually not a general power alarm. It is closely related to the high-voltage output condition. It normally means that the unit cannot establish the required output voltage, or the output current has exceeded the permitted range.
Common causes include:
- Short circuit at the high-voltage output;
- Internal leakage in the static bar;
- Damaged or aged high-voltage cable insulation;
- Electrode installed too close to a metal frame;
- Dust, oil, moisture, or contamination causing surface creepage;
- Internal breakdown of the high-voltage module;
- Abnormal high-voltage feedback detection circuit;
- Load exceeding the design capacity of the generator.
The CM20-P output is +20kV and 0.5mA. Although the current is very small, in a high-voltage electric field, even slight moisture, dust, oil contamination, burrs, or carbonized tracks can form a leakage path. When the generator detects abnormal output current, it lights the OVERLOAD indicator to warn of output overload or insulation failure.
Therefore, the initial OVERLOAD alarm already indicated that the equipment or its external load had a real fault. The later blown fuse was only a result of the fault progressing further. Replacing the fuse does not mean the equipment has recovered. A blown fuse usually means that the power circuit experienced overcurrent, short circuit, or an abnormal surge.
3. A Blown Fuse Is Usually a Result, Not the Root Cause
When field technicians see a blown fuse, the first reaction is often to replace it. However, in industrial electronic equipment, the fuse itself is rarely the root cause. Its function is protection. If it blows, it means the downstream circuit has drawn abnormal current.
The CM20-P nameplate specifies:
630mA, 5×20mm, Time Lag
This means:
T630mA / 250V / 5×20mm slow-blow fuse
There are two important points here.
First, the fuse rating must not be increased randomly.
If the original fuse is 630mA slow-blow, it must not be replaced with a 1A, 2A, or larger fuse simply to prevent it from blowing again. It is even more dangerous to use copper wire instead of a fuse. This may keep the circuit powered temporarily, but it can cause more serious damage to components, PCB traces, transformers, high-voltage modules, or even create a fire and electric shock hazard.
Second, fast-blow and slow-blow fuses must not be used interchangeably without analysis.
When the equipment starts, there may be short-duration inrush current from filter capacitor charging, transformer magnetizing current, or high-voltage circuit startup. A slow-blow fuse is designed to tolerate this short inrush. If a fast-blow fuse is installed incorrectly, it may blow even during normal startup.
However, if the correct slow-blow fuse is installed and the breaker still trips or the fuse blows again, the downstream circuit must be checked. Repeated power-on testing is not acceptable.
In this case, after the fuse was replaced, the display could light up, proving that part of the low-voltage supply had recovered. But the subsequent breaker tripping proves that the root fault remained. Replacing the fuse merely restored the current path. The real short circuit, leakage, or high-voltage insulation fault was still present.
4. Breaker Tripping: MCB Trip or RCD/RCBO Trip?
When a customer says “the breaker trips,” the first task is to identify what type of protection device is tripping. Different protection devices indicate different fault directions.
If an ordinary MCB trips, the main concern is overcurrent or short circuit. Typical causes include L-N short circuit, shorted rectifier bridge, shorted main electrolytic capacitor, shorted power transistor, or shorted transformer primary winding.
If an RCD or RCBO trips, the main concern is earth leakage. Typical causes include leakage in the input filter, abnormal Y capacitor, high-voltage circuit breakdown to chassis, moisture or carbonization at the output socket, damaged high-voltage cable, or incorrect N/PE connection on site.
In this case, the customer’s photo showed a CHINT NXBLE-63 C63 breaker. The NXBLE-63 is a leakage-protection circuit breaker, commonly known as an RCBO. It can trip because of earth leakage, but it can also trip because of overload or short circuit. Therefore, its tripping does not automatically prove that the fault is purely earth leakage. However, it does prove that the equipment caused an abnormal condition at power-up.
The fault must be further divided into the following situations.
4.1 The Breaker Trips Immediately When the Plug Is Inserted with the Power Switch OFF
If the front power switch of the unit is OFF, but the breaker trips immediately when the power plug is inserted, the fault is usually located before the main power switch.
The key areas to check are:
- Power cord;
- IEC power inlet;
- Fuse holder;
- Input EMI filter;
- MOV surge suppressor;
- NTC inrush limiter;
- Insulation between L/N/PE;
- Damaged input wiring touching the chassis.
In this state, the main high-voltage circuit may not have started yet.
4.2 The Plug Can Be Inserted Normally, But the Breaker Trips When the Unit Is Switched ON
If the plug is inserted without tripping, but the breaker trips when the front switch is turned ON, the fault is more likely in the downstream power supply or high-voltage generation circuit.
Key areas to check include:
- Rectifier bridge;
- Main filter capacitor;
- Switching transistor;
- Driver circuit;
- Step-up transformer;
- Voltage multiplier circuit;
- High-voltage output socket;
- High-voltage feedback circuit.
4.3 It Does Not Trip Without Ground, But Trips as Soon as PE Is Connected
If the equipment seems to power on when the earth wire is not connected, but trips immediately when protective earth is connected, there are usually two possibilities.
The first possibility is that the equipment itself has leakage to chassis or PE.
The second possibility is that the site grounding system is incorrect, with neutral and protective earth mixed, or the so-called “earth wire” is not a real PE conductor.
This kind of symptom is common in high-voltage electrostatic equipment because the high-voltage output, input EMI filter, and metal chassis have complex insulation relationships. Once an internal leakage path exists, connecting PE allows leakage current to return through the grounding system. The RCBO detects imbalance between line and neutral current and trips.
5. Grounding Risk in a Three-Phase Four-Wire Factory Supply
The customer mentioned that the site supply is “three-phase four-wire.” This is a critical detail.
In industrial sites, two common systems are three-phase four-wire and three-phase five-wire.
A three-phase four-wire system usually consists of:
L1, L2, L3, N
A three-phase five-wire system consists of:
L1, L2, L3, N, PE
The CM20-P is a 230VAC single-phase input device. Its correct wiring is:
L + N + PE
Here, PE is protective earth. It must not be replaced by N. In many three-phase four-wire sites, there may be no independent PE conductor. Some users may incorrectly use neutral as earth, or connect the equipment chassis to steel structures, water pipes, cable trays, or machine frames. These practices can cause RCBO tripping and also create electric shock hazards.
An RCBO works by comparing the current flowing through the line conductor and the current returning through the neutral conductor. Under normal conditions, the current going out through L should return through N. If part of the current returns through PE, chassis, steel structure, or another path, the RCBO detects an imbalance and trips.
Therefore, if a unit trips as soon as the earth wire is connected in a three-phase four-wire site, the following possibilities must be considered:
- There is no real PE at the site;
- Neutral is being used incorrectly as protective earth;
- N and PE are mixed on the load side of the leakage breaker;
- The equipment PE is connected to the wrong neutral bar;
- The factory steel structure has a different potential from the power supply earth;
- Other equipment on the same grounding network has leakage;
- The CM20-P itself has internal leakage to chassis, and grounding exposes the fault.
The correct solution is to have a qualified electrician verify the grounding system. It is not acceptable to randomly select a wire and call it “earth.” For a +20kV electrostatic generator, protective earth is not optional. It is a necessary safety condition.
6. Correct On-Site Verification Method
When a unit shows breaker tripping, earth-wire tripping, previous fuse blowing, and OVERLOAD history, it should not be tested directly with the external static bar connected. The verification must be performed in stages.
Stage 1: Verify Power Supply and Grounding
Use a multimeter to measure the supply point:
| Measuring Point | Normal Result |
|---|---|
| L-N | Approximately 220V / 230V |
| L-PE | Approximately 220V / 230V |
| N-PE | Close to 0V, usually within a few volts |
If L-N is normal but L-PE is abnormal, PE is unreliable.
If N-PE has a significant voltage, the site neutral-earth system may be faulty.
If the site has only three-phase four-wire without independent PE, N must not be used directly as protective earth.
Stage 2: Disconnect All High-Voltage Loads
Disconnect the external static bar, high-voltage cable, electrode, and charging head. Only the main generator should remain connected to the input power.
Then test:
- Does it trip when the plug is inserted with the power switch OFF?
- Does it trip only when the switch is turned ON?
- Does it trip only when PE is connected?
- Does it trip without external high-voltage cables?
If it no longer trips after the external load is disconnected, the fault is likely in the static bar, high-voltage cable, or installation environment.
If it still trips with no external load, the fault is inside the generator.
Stage 3: Separate Input-Side Faults from High-Voltage-Side Faults
If it trips with the switch OFF, check the input side.
If it trips only after switching ON, check the main power and high-voltage generation stage.
If it trips only when PE is connected, check insulation to PE, input filter leakage, and high-voltage module leakage to chassis.
If it trips only after connecting the static bar, check the external high-voltage cable and static bar.
This staged method is much more reliable than blind component replacement.
7. Key Internal Circuit Areas to Inspect
The internal structure of the CM20-P generally includes input protection, rectification and filtering, control circuit, power drive, step-up circuit, and high-voltage output stage. In this case, the following areas should be inspected carefully.
7.1 Input Fuse and Fuse Holder
Confirm that the installed fuse is:
T630mA / 250V / 5×20mm slow-blow
Check whether the fuse holder is burnt, loose, oxidized, or deformed. Poor contact in the fuse holder can cause local heating, arcing, or intermittent faults.
If the fuse blows again, stop replacing it and proceed with short-circuit testing.
7.2 Input MOV Surge Suppressor
The internal photos show a black disc-shaped component near the input area. This type of component is commonly used as an MOV or surge suppressor. It absorbs lightning surges, overvoltage spikes, and switching transients.
When an MOV fails, it may become low-resistance or fully shorted. This can cause the fuse to blow or the breaker to trip immediately at power-up.
For accurate testing, one leg should be lifted from the circuit or the component should be isolated before measuring. If the MOV measures low resistance, it is faulty.
7.3 Input EMI Filter and Y Capacitors
Industrial equipment with a metal chassis often uses an EMI filter. The filter normally includes X capacitors, Y capacitors, and common-mode inductors. Y capacitors are connected between L/N and PE. Under normal conditions, they produce a very small leakage current. If a Y capacitor ages, absorbs moisture, or breaks down, leakage to PE may increase and trip the RCBO.
When the symptom is “the breaker trips as soon as the earth wire is connected,” the EMI filter and Y capacitors must be checked carefully.
7.4 Rectifier Diodes or Rectifier Bridge
The internal board shows several diode positions such as D2, D6, and D7. If any rectifier diode breaks down short, the fuse may blow and the breaker may trip. Use the diode test mode of a multimeter to measure forward and reverse voltage drops. If both directions read nearly zero, the diode is shorted.
7.5 Main Electrolytic Capacitors
High-voltage generators usually include main filter capacitors in the power supply section. If an electrolytic capacitor is shorted, severely leaky, swollen, or leaking electrolyte, it can cause abnormal input current.
After power is disconnected and capacitors are safely discharged, measure the resistance across the capacitor terminals. It should not remain near zero ohms. If a low resistance is present, isolate the capacitor or downstream DC bus to confirm whether the capacitor or the circuit is shorted.
7.6 Power Switching Transistor
Electrostatic high-voltage generators often use a switching power supply topology to drive a high-voltage step-up transformer. If the power switching transistor fails short between D-S or C-E, it can short the DC bus and cause fuse blowing, breaker tripping, or failure to start.
The main terminals of the switching device must be checked for short circuit. The gate/base drive circuit, gate resistors, snubber components, and fast recovery diodes should also be inspected because they are often damaged together.
7.7 Step-Up Transformer and High-Voltage Module
The initial OVERLOAD alarm strongly suggests a high-voltage output-side abnormality. If the step-up transformer, voltage multiplier capacitors, high-voltage diodes, or encapsulated HV module breaks down, it may cause leakage to chassis, internal discharge, or output short circuit.
A normal multimeter may not always detect high-voltage insulation failure. Megger testing, sectional isolation, unloaded power testing, and visual inspection for discharge marks may be required.
7.8 High-Voltage Output Socket and HV Cable
The output sockets and high-voltage terminals must be inspected carefully. At +20kV, even light dust, moisture, oil contamination, or carbonized marks can form a creepage path. If the high-voltage cable insulation is damaged or routed too close to the metal chassis or frame, leakage and OVERLOAD alarms can occur.
A typical feature of this type of fault is that low-voltage resistance checks may appear normal, but the unit alarms or trips once high voltage is generated.
8. Influence of External Static Bars and Installation Environment
In an electrostatic system, the generator is only the high-voltage source. The real fault is often located in the external load. Static bars, electrodes, and high-voltage cables work under strong electric fields for long periods. They are easily affected by dust, oil, moisture, aging, mechanical stress, and improper installation.
Common external problems include:
- Damaged high-voltage cable jacket;
- Reduced insulation inside the static bar;
- Contaminated electrode needles;
- Static bar installed too close to a metal roller, frame, or guard;
- High ambient humidity;
- Oil mist or dust causing surface creepage;
- Carbonization inside the high-voltage plug;
- Breakdown at cable bending points.
Therefore, to determine whether the CM20-P generator itself is faulty, an unloaded test is mandatory. If the generator no longer trips or alarms after all external loads are disconnected, the generator may not have a serious internal short circuit. The troubleshooting focus should then move to the high-voltage cable, static bar, and installation environment.
If the generator still trips with no external load, an internal fault is confirmed.
9. Why the Unit Must Not Be Tested Without Protective Earth
The customer once tested the equipment in another room without an earth wire. This is unsafe and unsuitable for diagnosing high-voltage electrostatic equipment.
The warning label on the CM20-P clearly requires that the earthing wire be connected before operation. The reasons include:
- The metal chassis must be protectively earthed to prevent electric shock if internal leakage occurs;
- The high-voltage output system requires a stable reference potential;
- The EMI filter requires a PE path;
- High-voltage discharge energy must be safely released;
- Without earth, the chassis may float to an unsafe potential.
When the unit is not grounded, some leakage faults may not immediately show because the leakage current has no clear return path. This does not mean the equipment is normal. Once PE is connected, the leakage path becomes complete, and the RCBO may trip immediately. In that case, grounding has not caused the fault; it has exposed the fault.
For high-voltage electrostatic equipment, the correct interpretation is:
After the equipment is grounded, the leakage fault inside the unit or the site wiring system is detected by the protection device.
10. Recommended Troubleshooting Procedure
For this case, the following procedure is recommended.
Step 1: Confirm Fuse Specification
Confirm that the replacement fuse is:
T630mA / 250V / 5×20mm slow-blow
Do not increase the rating. Do not replace the fuse with copper wire.
Step 2: Disconnect All High-Voltage Outputs
Remove the static bar, high-voltage cable, and external electrode. Test only the main generator.
Step 3: Confirm Power Supply
Use single-phase 230VAC with:
L, N, PE
PE must be a real protective earth. It must not be replaced by neutral.
Step 4: Test in Different Power States
Insert the plug with the power switch OFF and observe whether the breaker trips.
Then turn the power switch ON and observe whether it trips.
Record exactly when the trip occurs.
Step 5: Measure Input-Side Insulation and Short Circuit
After disconnecting power and discharging capacitors, measure:
- Resistance between L and N;
- Resistance between L and PE;
- Resistance between N and PE;
- Fuse downstream side to N;
- DC bus resistance;
- PCB insulation to chassis.
If L-PE or N-PE reads low resistance, there is leakage or short circuit to chassis.
Step 6: Check Input Protection Components
Inspect:
- MOV surge suppressor;
- EMI filter;
- X/Y capacitors;
- NTC inrush limiter;
- Fuse holder;
- Power switch;
- Input wiring.
Step 7: Check Rectifier and Power Stage
Inspect:
- Rectifier diodes;
- Rectifier bridge;
- Main electrolytic capacitors;
- Power switching transistor;
- Snubber circuit;
- Driver circuit;
- Primary winding of the step-up transformer.
Step 8: Check High-Voltage Output and Insulation
Inspect:
- High-voltage module;
- Voltage multiplier capacitors;
- High-voltage diodes;
- Output sockets;
- High-voltage cable;
- Static bar;
- Insulation between output and chassis.
Step 9: Clean and Dry the HV Area
If dust, oil, moisture, or discharge marks are present around the high-voltage output, clean and dry the area before retesting. Severely carbonized insulation parts must be replaced. Wiping the surface is not enough.
Step 10: Power-On Verification
After repair, test the generator without load first. Then connect the high-voltage load. Before connecting the load, confirm that the static bar and high-voltage cable have no short circuit, leakage, or insulation damage.
11. Probable Fault Conclusion
Based on all the symptoms in this case, the following conclusion is reasonable:
First, the initial OVERLOAD red light indicates a high-voltage output overload, leakage, or internal high-voltage fault.
Second, the internal fuse blowing indicates that the abnormal condition developed into an overcurrent condition on the power side.
Third, after the fuse was replaced, the display recovered, but the breaker still tripped, proving that the root fault had not been removed.
Fourth, the report that the unit trips as soon as the earth wire is connected indicates possible internal leakage to earth, while the three-phase four-wire factory supply may also have an improper PE/N grounding arrangement.
Fifth, the correct next step is to verify whether the site has a real PE conductor, disconnect all external high-voltage loads, and perform an unloaded test to determine whether the fault is inside the generator or in the external static bar system.
In order of probability, the most likely fault areas are:
- Leakage in the high-voltage output socket, static bar, or high-voltage cable;
- Insulation breakdown in the high-voltage module or step-up section;
- Earth leakage from the input EMI filter or Y capacitors;
- Damaged MOV, rectifier diode, or rectifier bridge;
- Shorted power transistor or main electrolytic capacitor;
- Improper factory grounding system, especially neutral-earth confusion in a three-phase four-wire supply.
12. Repair and Operation Precautions
Electrostatic high-voltage generators must not be repaired in the same way as ordinary low-voltage power supplies. Their input power may be small, but the output voltage is very high. Incorrect operation can cause electric shock, arcing, equipment damage, or fire.
The following precautions are essential:
- Do not repeatedly power the unit on after it trips.
Repeated tripping can enlarge the damage to power components and high-voltage modules. - Do not increase the fuse rating.
A blown fuse means that the downstream circuit has an abnormal condition. - Do not operate the unit without protective earth.
Grounding is a safety requirement, not an optional connection. - Do not use neutral as earth.
Three-phase four-wire does not automatically mean that PE is available. The CM20-P requires a real protective earth. - Do not test the unit directly with the static bar connected.
First disconnect external loads and confirm the condition of the generator itself. - Do not ignore high-voltage output cleanliness.
Dust, moisture, oil, and carbonized tracks are common causes of HV leakage. - Do not replace the high-voltage cable with ordinary low-voltage wire.
A +20kV output requires a suitable HV-rated cable and connector. - Do not judge the equipment only by whether the display lights up.
A working display only proves that part of the low-voltage supply is operating. It does not prove that the high-voltage section is healthy.
13. Summary
The SIMCO-ION Chargemaster CM20-P fault involving OVERLOAD indication, blown internal fuse, breaker tripping after fuse replacement, and tripping when the earth wire is connected is a typical combined fault scenario in electrostatic high-voltage equipment. The root cause may be external high-voltage cable or static bar leakage, internal high-voltage module breakdown, input filter leakage, rectifier or power-stage short circuit, or an improper factory grounding system.
The correct approach is not to repeatedly replace the fuse, repeatedly power on the unit, or remove the earth wire. Instead, the troubleshooting should follow a clear sequence: confirm the correct fuse rating, verify the L/N/PE supply, disconnect all high-voltage loads, distinguish whether the trip occurs with switch OFF, switch ON, PE connected, or external load connected, and then inspect the input protection circuit, rectifier stage, power switching stage, high-voltage module, output socket, and site grounding system.
For a +20kV electrostatic generator, grounding, insulation, and cleanliness are the foundation of safe operation. Once OVERLOAD, fuse blowing, or RCBO tripping occurs, the equipment should be taken out of service and tested systematically. Only by separating the input power, protective earth, internal power circuit, high-voltage output stage, and external static bar system can the fault be accurately located and repaired safely.