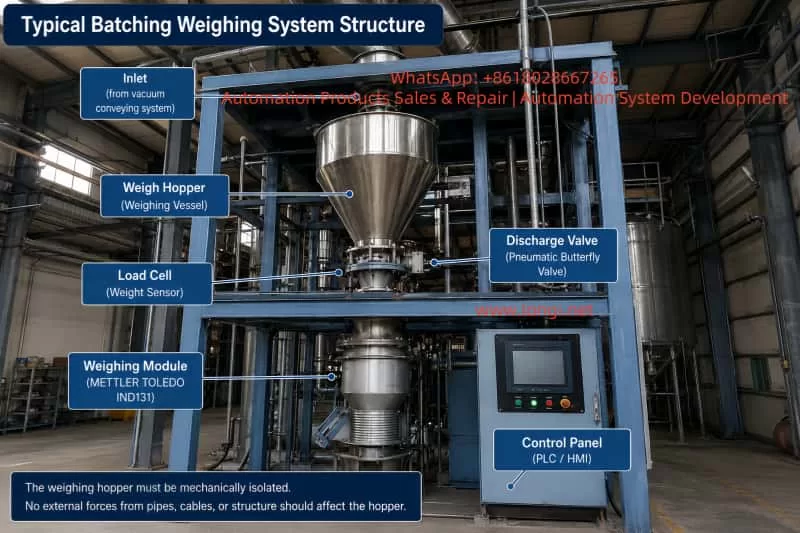
In powder, granule, plastic, chemical, food, feed, and building material production lines, batching weighing systems are one of the most critical parts of the entire automation process. A typical weighing system consists of a weighing hopper, load cells, weighing transmitters or indicators, PLC control systems, HMI touch screens, pneumatic valves, vacuum conveying systems, discharge valves, vibrators, and related mechanical structures.
When a batching scale begins to show symptoms such as:
- inability to return to zero,
- negative weight values when the hopper is empty,
- unstable readings,
- or inaccurate display values when standard weights are applied,
the issue can directly affect formula accuracy, production consistency, and final product quality.
This article analyzes a real industrial case involving a batching system using a METTLER TOLEDO IND131 weighing module. The system exhibited several typical problems:
- The empty hopper displayed approximately -2.03 kg to -2.05 kg.
- The HMI and the IND131 module displayed nearly identical values.
- Two 10 kg calibration weights produced a reading around 19.90 kg.
- A 20 kg test weight later produced a display of 19.83 kg.
- The customer reported that the “20 kg weight still shows slightly less than actual.”
Although these symptoms may initially appear minor, they actually reveal potential issues related to zero offset, tare errors, mechanical interference, load cell installation stress, calibration deviation, and weighing repeatability.
Understanding the Initial Symptoms
The first important observation was that both the HMI screen and the IND131 module displayed nearly the same negative value while the hopper was empty.
This is extremely significant from a troubleshooting perspective.
If the HMI displayed -2.05 kg while the IND131 module itself displayed 0.00 kg, the problem would likely be related to PLC scaling, communication conversion, HMI display configuration, or software logic.
However, because both devices showed nearly identical readings, the weighing signal itself was already offset into the negative range. This strongly suggests that the issue originates from the weighing system itself rather than the communication layer.
Later, when the customer added test weights, the system responded correctly in principle:
- Two 10 kg weights produced approximately 19.90 kg.
- A later 20 kg test showed 19.83 kg.
This proves several important things:
- The load cell is not completely dead.
- The IND131 module is receiving weight signals.
- Signal polarity is generally correct.
- Communication between the weighing module and PLC/HMI is functional.
Therefore, this type of fault should not immediately be classified as a failed weighing module or failed load cell.
A more accurate conclusion is:
The weighing system is operational, but suffers from zero offset, calibration deviation, or external mechanical interference.
Common Causes of Negative Weight at Empty Hopper
Incorrect Zeroing or Taring While Material Was Still Present
This is one of the most common causes in industrial batching systems.
Operators sometimes execute a ZERO or TARE command while residual material is still inside the hopper, while valves are not fully discharged, or while powder buildup remains attached to internal surfaces.
For example:
- The hopper actually contains 2 kg of material.
- The operator mistakenly performs a ZERO operation.
- The system records this condition as 0.00 kg.
- Later, after the hopper becomes truly empty, the display shows approximately -2 kg.
This does not necessarily indicate load cell failure. It simply means the zero reference was incorrectly established.
This problem is particularly common in powder handling systems where:
- material sticks to hopper walls,
- powder accumulates around discharge valves,
- or vacuum conveying systems leave residual product inside the hopper.
Tare Values Were Not Cleared
Many technicians confuse ZERO and TARE functions, but they are not the same.
ZERO
Used to correct small offsets around true empty scale conditions.
TARE
Used to subtract container or process weight from the gross reading, displaying net weight instead.
If the system still retains a previous tare value, the empty hopper may display a negative number.
For example:
- The system stored a 2 kg tare.
- The hopper later becomes empty.
- The net display becomes approximately -2 kg.
Therefore, troubleshooting must include checking for:
- TARE,
- CLEAR TARE,
- PRESET TARE,
- GROSS/NET mode,
- NET WEIGHT display,
- or hidden PLC tare variables.
Simply pressing ZERO may not solve the problem if an active tare remains inside the system.

Mechanical Interference and External Forces
A weighing hopper must remain mechanically isolated.
The hopper’s entire weight should transfer only through the load cell(s). Any external force can distort measurements.
In the provided industrial structure, the weighing hopper is surrounded by:
- pneumatic tubing,
- electrical cables,
- vacuum lines,
- discharge pipes,
- vibrators,
- support frames,
- and valve assemblies.
Even slight pulling or pushing forces can create weight deviations ranging from several grams to multiple kilograms.
Typical interference sources include:
- cables tied too tightly,
- hardened flexible connectors,
- vacuum hoses pulling upward,
- discharge valve misalignment,
- hopper walls touching support frames,
- poorly installed vibrators,
- side-loading on the load cell,
- or piping transmitting external forces into the hopper.
A negative empty-hopper reading may actually indicate that some external structure is slightly lifting the hopper upward.
Load Cell Installation Stress
Load cells are highly sensitive to mechanical installation quality.
They are designed primarily for vertical force measurement. Side forces, torsion, uneven mounting surfaces, excessive tightening, or frame distortion can all affect zero stability and repeatability.
Over time, industrial systems experience:
- vibration,
- impact loading,
- corrosion,
- dust accumulation,
- thermal expansion,
- structural deformation,
- and mechanical wear.
Even if the electrical part of the load cell remains functional, mechanical stress can still produce symptoms such as:
- inability to return to zero,
- unstable repeatability,
- or inaccurate calibration readings.
What Does 19.83 kg with a 20 kg Test Weight Mean?
When the customer applied a 20 kg calibration weight, the IND131 displayed 19.83 kg.
This result provides two important conclusions.
The Weighing System Is Basically Functional
The system responds proportionally to added weight. This confirms:
- the load cell generates output,
- the IND131 receives the signal,
- the display scaling is generally correct,
- and signal direction is proper.
This is not a total system failure.
The System Has Measurement Error
The error is:
20.00 kg – 19.83 kg = 0.17 kg
That equals 170 grams.
Relative error:
0.17 ÷ 20.00 = 0.85%
Whether this is acceptable depends on the process requirements.
For large-scale bulk batching, such as 85 kg recipes, 170 g may be tolerable.
For precision chemical dosing, additives, pigments, or specialty materials, this error may be unacceptable.
Accuracy Error vs Repeatability Error
One of the biggest mistakes in industrial weighing maintenance is immediately recalibrating the system after observing a small error.
Before calibration, repeatability must be verified.
Good Repeatability
If repeated tests produce:
- Empty hopper: 0.00 kg
- 20 kg applied: 19.83 kg
- Weight removed: 0.00 kg
- Repeat cycles remain consistent
then the system likely has good repeatability and only requires span calibration adjustment.
Poor Repeatability
If repeated tests produce:
- 19.90 kg,
- then 19.83 kg,
- then 19.70 kg,
- and empty readings drift unpredictably,
then the issue is not simple calibration deviation.
Possible causes include:
- mechanical binding,
- piping interference,
- side loading,
- unstable load cell mounting,
- inconsistent force transfer,
- vibration effects,
- or electrical instability.
In such cases, calibration should NOT be performed until the underlying mechanical instability is corrected.
Importance of Return-to-Zero Performance
A weighing system must reliably return to the same zero point after unloading.
If the scale:
- drifts after unloading,
- fails to return to zero,
- or stabilizes at different empty values,
then mechanical or sensor-related issues remain unresolved.
Poor return-to-zero behavior often results from:
- hopper friction,
- pipe tension,
- load cell side stress,
- residual product buildup,
- pneumatic actuator movement,
- or structural deformation.
Correct Troubleshooting Procedure
Industrial weighing systems should be diagnosed in the following order:
- Mechanical condition
- Zero condition
- Repeatability
- Calibration
Step 1 – Ensure the Hopper Is Truly Empty
Stop automatic operation and verify:
- no residual material remains,
- discharge valves are fully open,
- powder buildup is removed,
- and the hopper is physically empty.
Never rely only on the HMI display.
Step 2 – Verify Mechanical Freedom
Check carefully for:
- hopper contact with the frame,
- rigid hoses,
- over-tightened cables,
- discharge pipe misalignment,
- vacuum line tension,
- vibrator mounting problems,
- or support interference.
The hopper must move freely on the load cell.
Step 3 – Clear Tare Values
Check whether the system is displaying:
- NET weight,
- GROSS weight,
- or an active TARE value.
Clear all tare values before troubleshooting zero errors.
Step 4 – Zero the IND131 Directly
Do not rely solely on the HMI ZERO button.
The HMI may communicate through PLC logic, which can block or modify the command.
Instead, perform ZERO directly on the IND131 module itself.
If the IND131 zeros correctly but the HMI does not, the problem likely exists in PLC logic or communication commands.
Step 5 – Perform Repeatability Testing
Conduct multiple loading cycles:
- Zero the empty hopper.
- Apply a known calibration weight.
- Record the stable reading.
- Remove the weight.
- Verify return-to-zero.
- Repeat several times.
Repeatability is more important than single-point accuracy.
When Should Calibration Be Performed?
Calibration should only be performed after confirming:
- stable zero,
- good repeatability,
- no mechanical interference,
- proper load cell mounting,
- and correct electrical wiring.
If the system consistently displays 19.83 kg for a true 20 kg weight and always returns to zero correctly afterward, then span calibration is appropriate.
However, if the system normally operates around 85 kg batching ranges, using only a 20 kg calibration weight is not ideal.
Calibration loads should preferably approach the normal operating range whenever possible.
Wiring and Load Cell Signal Considerations
Typical IND131 load cell terminals include:
- +EXC
- -EXC
- +SIG
- -SIG
- +SEN
- -SEN
Incorrect wiring may produce:
- unstable readings,
- reversed weight direction,
- poor zero stability,
- or scaling errors.
If pressing downward causes displayed weight to decrease, signal polarity may be reversed.
Electrical checks should include:
- terminal tightness,
- shielding quality,
- cable insulation,
- grounding,
- and moisture contamination.
Determining Whether the Load Cell Is Actually Faulty
A negative reading alone does not prove load cell failure.
True load cell damage usually involves:
- unstable drift,
- poor repeatability,
- severe nonlinearity,
- inability to return to zero,
- physical deformation,
- moisture ingress,
- or abnormal millivolt output.
If possible, technicians should measure actual load cell mV output using proper instrumentation.
Final Technical Conclusion
This weighing system is not completely nonfunctional.
The 20 kg test producing approximately 19.83 kg demonstrates that:
- the load cell is active,
- the IND131 is operating,
- communication is functioning,
- and weight response exists.
However, the system still exhibits:
- zero offset,
- potential mechanical interference,
- calibration deviation,
- or incomplete tare removal.
The correct repair sequence is:
Eliminate mechanical interference → Clear tare → Establish proper zero → Verify repeatability → Perform calibration only afterward.
If repeatability is stable, calibration can correct the remaining offset.
If repeatability remains unstable, mechanical and installation problems must be solved before any recalibration attempt.
Recommended Field Service Procedure
For industrial batching systems showing negative empty readings and inaccurate calibration response:
- Fully empty the hopper.
- Stop vacuum conveying, vibration, and pneumatic motion.
- Inspect all hoses, cables, and structures for mechanical interference.
- Clear all tare values.
- Perform zero directly on the IND131.
- Conduct repeated loading tests.
- Verify repeatability before calibration.
- Correct mechanical issues before recalibrating.
- Use calibration weights near actual operating range whenever possible.
- Verify return-to-zero after every test.
The most important principle in industrial weighing diagnostics is:
Mechanical freedom comes first. Stable zero comes second. Repeatability comes before calibration.
Ignoring this order often leads to repeated calibration failures, unstable production batches, and ongoing weighing problems in industrial batching systems.