Mericwell Inverter MK300 Instruction Manual Usage Guide
Introduction
The Mericwell MK300 series inverter, as a high-performance vector inverter, is widely applied in various industrial automation scenarios. With its rich functions, stable performance, and flexible control methods, it has gained widespread recognition in the market. This article, based on the official manual of the MK300 inverter, provides a detailed introduction to its operation panel functions, password setting and removal, parameter access restrictions, factory reset, external terminal control, frequency regulation via potentiometer, and solutions to common fault codes, helping users better understand and use this inverter.
I. Operation Panel Function Introduction
1.1 Overview of the Operation Panel
The operation panel of the MK300 inverter integrates multiple function keys and display interfaces, facilitating users in parameter setting, status monitoring, and operation control. The operation panel mainly consists of a multi-function selection key (M.F key), an LED display, function keys (such as the STOP/RESET key), and digital/function selection keys.
1.2 Introduction to Main Function Keys
- M.F Key: The multi-function selection key is used to switch between different function menus, such as function parameter groups and user-customized parameter groups.
- STOP/RESET Key: The stop/reset key is used to stop the inverter operation or reset fault conditions.
- LED Display: It displays the inverter’s running status, parameter values, and fault information, etc.
- Digital/Function Selection Keys: These keys are used to input numerical values, select functions, or modify parameters.
1.3 Password Setting and Removal
The MK300 inverter offers a password protection function to prevent unauthorized parameter modifications.
Password Setting Steps:
- Enter the parameter setting mode: Access the parameter setting menu through the operation panel.
- Select the password parameter: Locate parameter PP-00 (User Password Setting) and input the desired password value.
- Save the setting: Confirm the password is correct, then save and exit.
Password Removal Steps:
- Enter the parameter setting mode: Access the parameter setting menu through the operation panel.
- Clear the password parameter: Set the PP-00 parameter value to 0 to remove password protection.
- Save the setting: Confirm the change and save.
1.4 Parameter Access Restrictions
The MK300 inverter allows users to set parameter access restrictions to prevent non-authorized personnel from modifying critical parameters.
Setting Steps:
- Enter the parameter setting mode: Access the parameter setting menu through the operation panel.
- Select the access restriction parameter: Locate parameter PP-03 (Personalized Parameter Group Display Selection) and set the parameter groups that can be displayed and modified according to needs.
- Set password protection: For a higher level of protection, combine it with the password setting function to ensure that only users who know the password can modify restricted parameters.
1.5 Factory Reset
When it is necessary to restore all parameters of the inverter to their factory default values, the factory reset function can be used.
Operation Steps:
- Enter the parameter setting mode: Access the parameter setting menu through the operation panel.
- Select the factory reset parameter: Locate parameter PP-01 (Parameter Initialization) and set it to 1 (restore factory parameters, excluding motor parameters) or 3 (restore factory parameters, including motor parameters).
- Confirm and execute: Confirm the operation as prompted, and the inverter will automatically restore to factory settings and restart.
II. External Terminal Control and Frequency Regulation via Potentiometer
2.1 External Terminal Forward/Reverse Rotation Control
The MK300 inverter supports forward/reverse rotation control of the motor through external terminals, offering flexible and convenient practical applications.
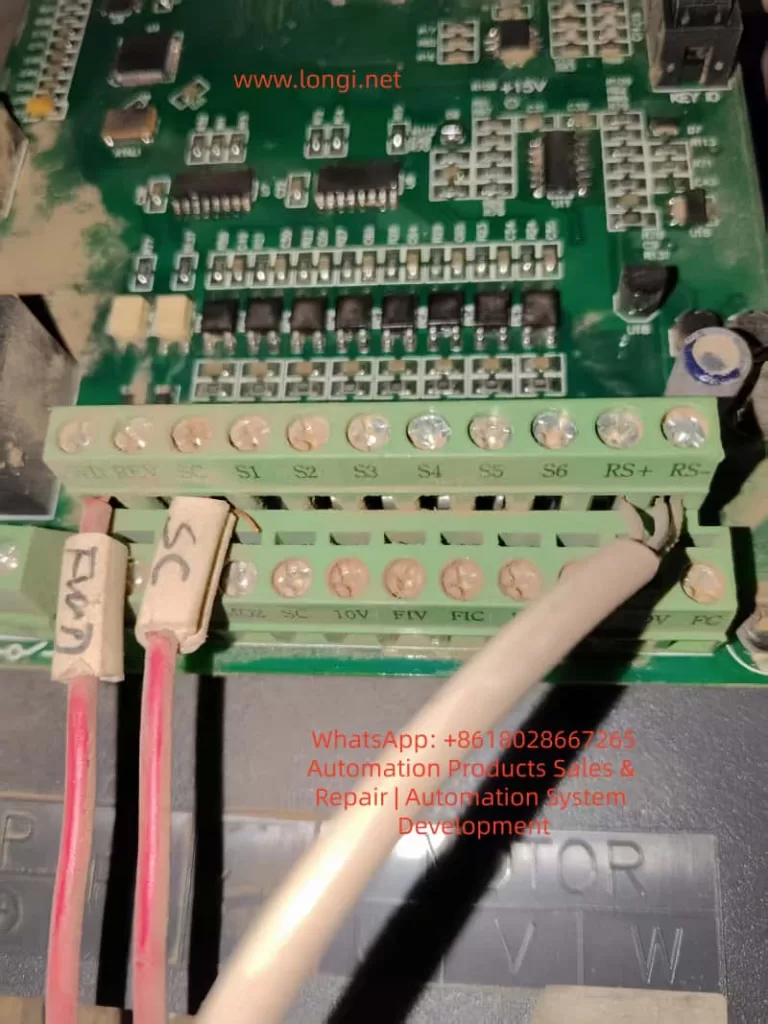
Wiring Steps:
- Confirm terminal definitions: Refer to the inverter manual to confirm the terminals used for forward/reverse rotation control (e.g., X1, X2).
- Connect control signals: Connect external control signals (such as switch signals) to the corresponding terminals, e.g., X1 for forward rotation signals and X2 for reverse rotation signals.
- Common ground connection: Ensure that the control signal source and the inverter share a common ground to ensure stable signal transmission.
Parameter Setting Steps:
- Enter the parameter setting mode: Access the parameter setting menu through the operation panel.
- Set terminal functions: Locate parameters P4-00 (X1 Terminal Function Selection) and P4-01 (X2 Terminal Function Selection) and set them to forward rotation operation and reverse rotation operation, respectively.
- Save the setting: Confirm the parameters are correct, then save and exit.
2.2 External Potentiometer Frequency Regulation
The MK300 inverter supports frequency setting through an external potentiometer to achieve motor speed control.
Wiring Steps:
- Confirm analog input terminals: Refer to the inverter manual to confirm the terminals used for analog input (e.g., AI1, AI2).
- Connect the potentiometer: Connect the two ends of the external potentiometer to the AI1 (or AI2) and GND terminals, respectively, with the middle tap serving as the frequency setting signal.
- Common ground connection: Ensure that the potentiometer and the inverter share a common ground to ensure stable signal transmission.
Parameter Setting Steps:
- Enter the parameter setting mode: Access the parameter setting menu through the operation panel.
- Set the frequency setting source: Locate parameter P0-03 (Main Frequency Source X Selection) and set it to AI1 (or AI2, depending on the actual wiring).
- Adjust the input range: According to needs, adjust the input range of AI1 (or AI2) through parameters P4-13 to P4-16 to match the output range of the potentiometer.
- Save the setting: Confirm the parameters are correct, then save and exit.
III. Common Fault Codes and Solutions
3.1 Overview of Fault Codes
During the operation of the MK300 inverter, if an abnormal situation is detected, it will display the corresponding fault code through the operation panel and take protective measures. Users need to troubleshoot the cause according to the fault code and take corresponding solutions.
3.2 Common Fault Codes and Solutions
Acceleration Overcurrent (Err02)
Fault Causes:
- The output circuit of the inverter is grounded or short-circuited.
- The control mode is vector and parameter identification has not been performed.
- The acceleration time is too short.
- The manual torque boost or V/F curve is inappropriate.
- The voltage is too low.
- Starting a rotating motor.
- Sudden load addition during acceleration.
- The inverter is undersized.
Solutions:
- Check and eliminate output circuit grounding or short-circuit faults.
- Perform motor parameter identification.
- Increase the acceleration time.
- Adjust the manual torque boost or V/F curve.
- Adjust the voltage to the normal range.
- Select speed tracking start or wait for the motor to stop before starting.
- Cancel sudden load addition.
- Select an inverter with a higher power rating.
Module Overheating (Err14)
Fault Causes:
- High ambient temperature.
- Blocked air duct.
- Damaged fan.
- Damaged module thermistor.
- Damaged inverter module.
Solutions:
- Lower the ambient temperature.
- Clean the air duct.
- Replace the fan.
- Replace the thermistor.
- Replace the inverter module.
External Device Fault (Err15)
Fault Causes:
- An external fault signal is input through the multi-function terminal X.
- An external fault signal is input through the virtual IO function.
Solutions:
- Check and reset the external fault signal.
- Check the virtual IO function settings to ensure they are correct.
Communication Fault (Err16)
Fault Causes:
- The upper computer is not working properly.
- The communication line is abnormal.
- The communication parameter PD group settings are incorrect.
Solutions:
- Check the upper computer wiring and working status.
- Check if the communication connection line is normal.
- Correctly set the communication parameter PD group.
Motor Tuning Fault (Err19)
Fault Causes:
- The motor parameters are not set according to the nameplate.
- The parameter identification process times out.
Solutions:
- Correctly set the motor parameters according to the motor nameplate.
- Check if the leads from the inverter to the motor are in good condition.
Conclusion
This article has provided a detailed introduction to the operation panel functions, password setting and removal, parameter access restrictions, factory reset, external terminal control, frequency regulation via potentiometer, and solutions to common fault codes of the Mericwell MK300 inverter. Through this introduction, users can better understand and use the MK300 inverter, improving equipment operation efficiency and stability. In practical applications, users should reasonably configure the inverter parameters and functions according to specific needs and scenarios to achieve the best control effect.