Do you have surplus or second-hand industrial control products lying around, such as VFDs, PLCs, touch screens, servo systems, CNC systems, robots, instruments, sensors, or control panels? Longi Electromechanical is here to help you monetize your inventory quickly and efficiently, regardless of its condition or age.
With over 20 years of experience in the industry, Longi Electromechanical has built a reputation for integrity, fair dealing, and conscientious management. We take every transaction seriously and strive to offer the best possible prices to our partners.
Our procurement process is designed to be fast, convenient, and secure. We follow strict principles of confidentiality and security, ensuring that your transactions are handled with the utmost care. We offer cash payments and can even estimate a reasonable acquisition price online through pictures or videos provided by you.
Whether you prefer logistics collection, online payment, or face-to-face transactions, we’re here to accommodate your needs. So why wait? Contact Longi Electromechanical today and start accelerating your capital recovery with our high-price cash recovery services for used industrial control products!
Longi Electromechanical: Your Trusted Partner for Industrial Control Product Recycling.
Longi Electromechanical Company specializes in the repair of various types of ultrasonic equipment using advanced AI methods and a dedicated technical team. We offer component-level maintenance and can resolve common issues on the same day, minimizing downtime and maximizing customer productivity. With a vast experience of repairing over 2000 ultrasonic devices, we have honed our skills to handle a wide range of brands and models.
Produktion mit CNC-Maschine, Bohren und Schweißen und Konstruktionszeichnung im Industriebetrieb.
Contact Us: Phone/WhatsApp: +8618028667265
Key Services and Features:
Comprehensive Repair Solutions: From plastic hot plate welding machines to ultrasonic flaw detectors, we repair a diverse range of ultrasonic equipment.
Brand Expertise: We have experience with numerous brands, including Minghe, Changrong, Swiss RINCO, and many more, ensuring optimal performance restoration.
Warranty and Cost-Effectiveness: Repaired equipment comes with a one-year warranty for the same problem point, and our maintenance costs are competitive.
Quick Turnaround: We prioritize efficient repairs to get your equipment back in operation as soon as possible.
Types of Ultrasonic Equipment We Repair:
Plastic Welding Equipment: Ultrasonic welding machines, hot plate welding machines, multi-head ultrasonic welding machines, and more.
Metal Welding Equipment: Ultrasonic metal welding machines, spot welding machines, wire welding machines, and roll welding machines.
Automotive Welding Equipment: Door panel welding machines, interior part welding machines, instrument panel welding machines, and more.
Specialized Equipment: Ultrasonic flaw detectors, cutting machines, food cutting machines, tool heads, and various other ultrasonic devices.
Components and Parts: Ultrasonic vibrating plates, power boards, transducers, generators, and supporting tooling.
Common Faults We Address:
Cleaning water surface not vibrating
Debonding between vibrator and load
Mold head misalignment
No display on startup
Overload or overcurrent during welding
High current during testing
Insufficient or excessive welding heat
Vibrator leakage waves
Unresponsive buttons
Travel protection issues
Power adjustment problems
Insufficient ultrasonic intensity
Cracked transducer ceramic
Burned-out power tube
Voltage stabilization issues
Inductor and isolation transformer problems
Disconnected vibrator wire
Repair Principles:
Observe, Understand, Act: Begin by inquiring about the issue from frontline staff, checking for voltage fluctuations, and understanding the context before taking action.
Simple Before Complex: Rule out peripheral issues like the environment, electricity, load, raw materials, and molds before diving into more complex repairs.
Address Mechanical Issues First: Visible mechanical problems, such as mold issues, should be addressed before exploring electrical causes.
Trust Longi Electromechanical Company for reliable, efficient, and cost-effective ultrasonic equipment repair services. Contact us today to learn more about our services and how we can help keep your ultrasonic equipment running smoothly. WhatSapp:+8618028667265, Zalo:+8613922254854
Intelligent Precision Instrument Maintenance Base,Professional maintenance of various intelligent instruments and meters, phone/WhatsApp:+8618028667265, Mr. Guo;Zalo:+8613922254854
Longi Electromechanical specializes in repairing various imported intelligent precision instruments and meters, and has accumulated rich maintenance experience over the years, especially environmental testing instruments, electrical instruments, thermal instruments, acoustic and flow instruments, and electrical instruments. Environmental testing instruments, thermal instruments, acoustic and flow instruments, We can quickly repair radio instruments, length instruments, environmental testing equipment, quality inspection instruments, etc. Different instruments have different characteristics and functions, and their circuits and structures are also different. Even for the same instrument, if there are different faults, repairing them is still a different solution. Rongji Company has numerous high-end maintenance engineers equipped with artificial intelligence AI detection instruments, which can provide you with multi-dimensional solutions to various tricky instrument problems.
Over the years, Longi Electromechanical has repaired instruments including but not limited to:
Spectrum analyzers, network analyzers, integrated test instruments, 3D laser scanners, noise figure testers, receivers, telephone testers, high and low-frequency signal sources, audio and video signal analyzers, constant temperature and humidity chambers, thermal shock chambers, simulated transport vibration tables, mechanical vibration tables, AC grounding impedance safety testers, safety comprehensive analyzers, withstand voltage testers, battery internal resistance testers, high-precision multimeters, precision analyzers, gas and liquid analyzers, metal detectors, LCR digital bridges, oscilloscopes, electronic loads, power meters, power analyzers, multimeters, DC power supplies, AC power supplies, CNC power supplies, variable frequency power supplies, and various communication power supplies.
We have repaired the following brands:
Chroma, ITECH, Tonghui, Agilent, Tektronix, Keysight, Fluke, Keithley, Rohde & Schwarz, Lecroy, Anritsu, Rigol, and many more.
Longi Electromechanical strives to provide comprehensive repair services for a wide range of instruments and equipment, ensuring that our customers’ devices are restored to optimal performance.
Longi maintenance engineers possess over twenty years of experience in instrument repair. We have multiple engineers who excel in repairing imported precision instruments. The team works together, enabling faster troubleshooting and quick resolution of complex issues while improving the repair rate of instruments.
Spare parts are fundamental to successful repairs. Many imported instruments and meters require specialized components that cannot be easily replaced with generic market parts. Rongji Electromechanical maintains a long-term stock of electronic components for various instruments, ensuring their availability when needed.
Documentation and manuals are also crucial tools for ensuring rapid repairs. Accessing these resources allows for quick research and analysis of faults, enabling engineers to quickly identify the repair priorities. Longi Electromechanical has a long history of collecting specifications for various brands and models of instruments, greatly aiding in the repair process.
The intelligent instruments that have been carefully repaired by us can generally continue to be used for about 5 years. We promise that when the same malfunction occurs again, our repair service will provide a one-year warranty service.
Global Touch Screen Repair Services: Expert Maintenance for All Your Touch Screen Needs
Touch screens have become an integral part of our daily lives, revolutionizing the way we interact with machines in various industries including industrial, commercial, and medical fields. These versatile devices come in different forms such as resistive, capacitive, infrared, and ultrasonic screens, each serving unique purposes. However, due to their frequent use and delicate glass structure, touch screens are prone to damage, particularly to the outer touch surface known as the “touchpad.”
For over two decades, Rongji Electromechanical Maintenance has been a trusted name in the touch screen repair industry. With extensive experience in handling touch screens across diverse sectors, we specialize in repairing both resistive and capacitive screens used in automobiles and other critical applications. Our expertise ensures that your touch screens are restored to optimal functionality, minimizing downtime and maximizing efficiency.
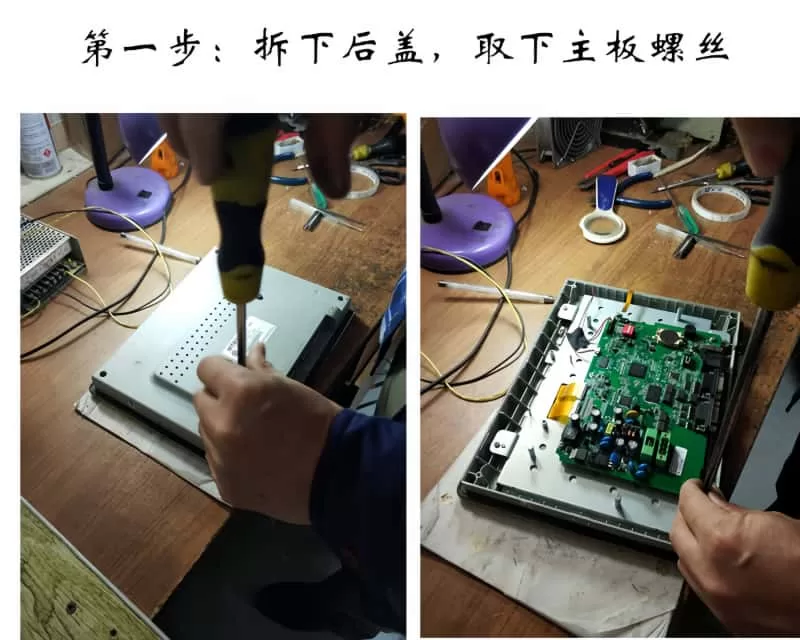
The Repair Process: A Step-by-Step Guide
Disassembly and Inspection: We begin by carefully removing the back cover and motherboard screws of the touch screen. This step allows us to access the internal components and assess the extent of the damage.
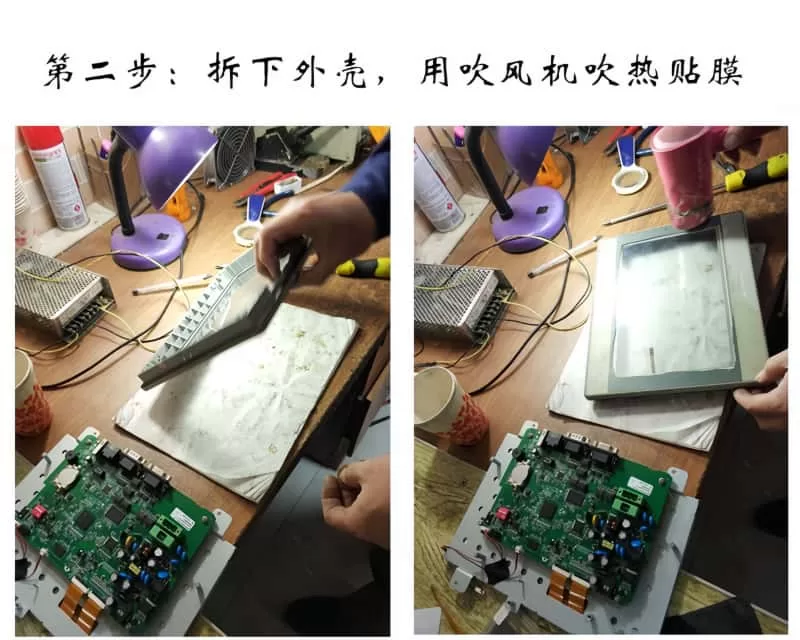
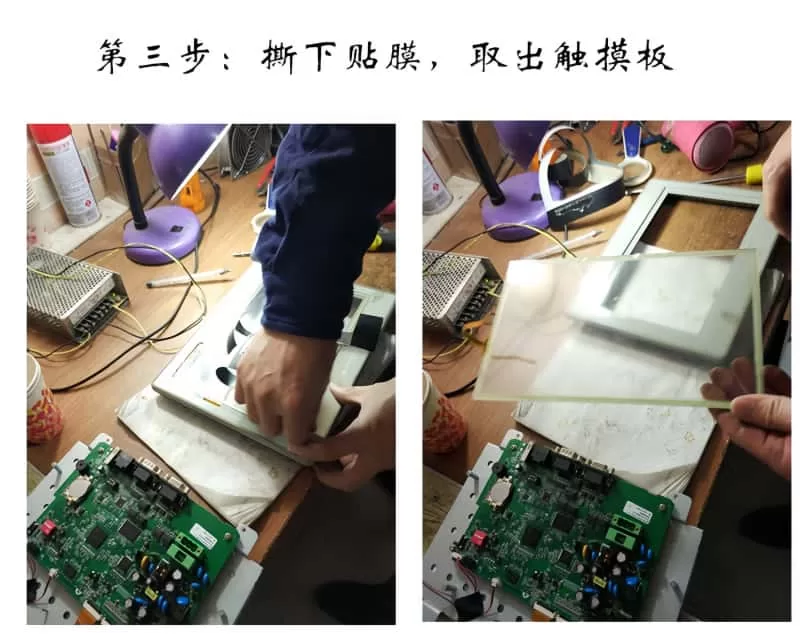
Heating and Peeling: Our skilled technicians use a hair dryer to gently heat the film adhering to the touch screen. This softens the adhesive, making it easier to peel off the outer layer without causing further damage.
Touchpad Replacement: Once the old touchpad is removed, we replace it with a high-quality touchpad from our inventory. Longi Electromechanical Company has reverse-engineered various touch screen models, ensuring that our replacement parts are fully compatible with the original equipment.
Reassembly: We apply double-sided tape to the touch screen border and securely attach the new touchpad. This ensures a perfect fit and optimal performance.
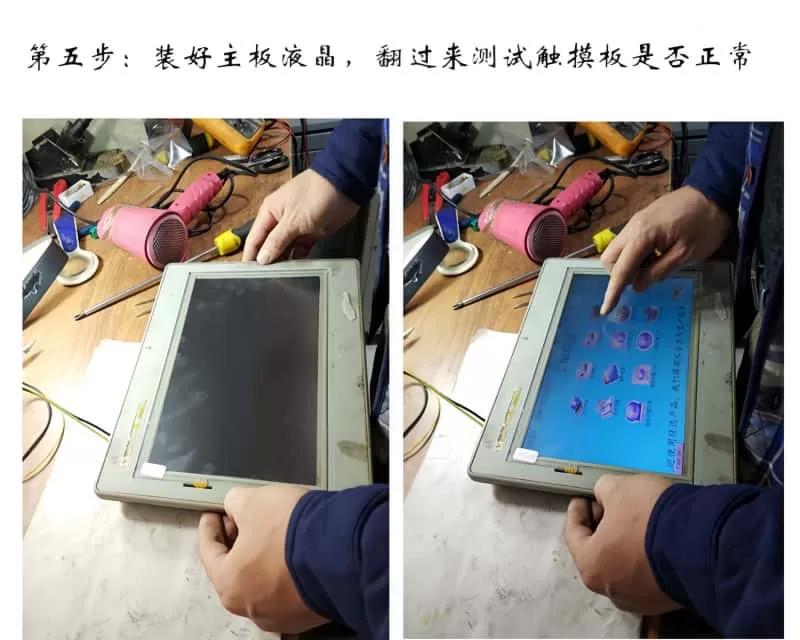
Testing and Fine-Tuning: With the new touchpad in place, we reinstall the motherboard and LCD, then flip the unit over to test its functionality. Our rigorous testing process ensures that the touch screen operates smoothly and accurately.
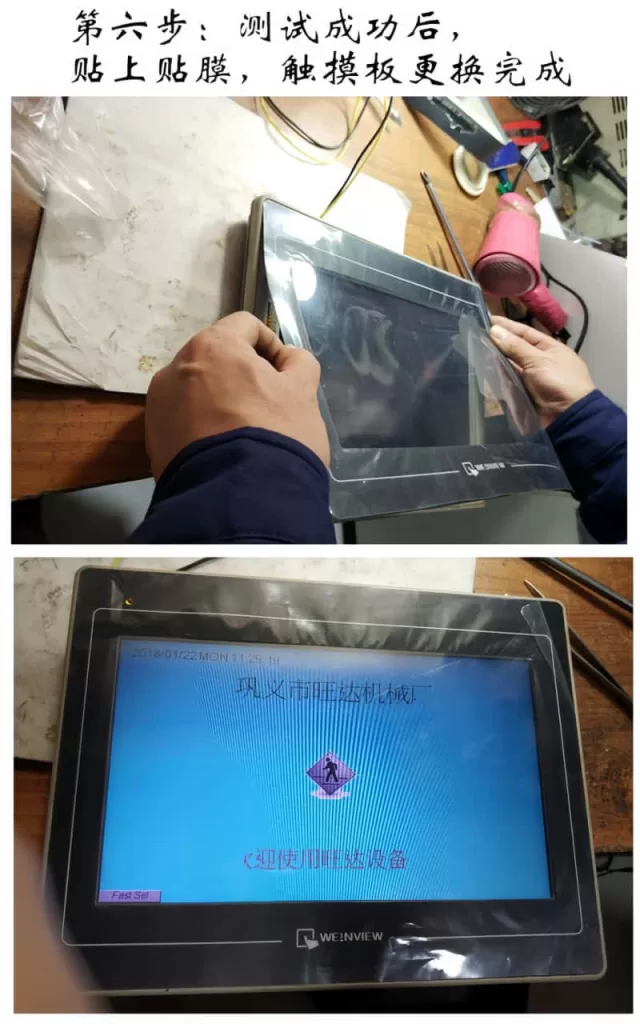
Final Assembly and Quality Check: After successful testing, we apply a protective film to the touch screen and reassemble the unit. A final quality check is performed to ensure that the repair meets our high standards.
Addressing Complex Issues
In addition to touchpad replacements, we also handle more complex issues such as circuit failures and software problems. Our team uses professional software analysis and hardware processing techniques to diagnose and repair these issues, ensuring that your touch screen is fully restored to its original state.
Our Repair Services Cover a Wide Range of Brands
At Rongji Electromechanical Company, we have repaired touch screens from numerous brands including Siemens, Proface, Mitsubishi, Fuji, Panasonic, OMRON, and many more. Our extensive experience and expertise enable us to provide reliable repair services for a wide variety of touch screen models.
Common Touch Screen Problems We Solve
Unresponsive Touch Screen: If your touch screen is visible but cannot be touched or clicked, it may be due to a faulty touch panel. Our experts can replace the panel to restore functionality.
No Display: If your touch screen does not display anything and the indicator lights are off, it could be a power supply issue. We can diagnose and repair the problem to get your touch screen back up and running.
Black Screen: If your touch screen functions but displays a black screen, it may be due to a burned-out backlight tube. We can replace the tube to restore the display.
Distorted Image or Abnormal Colors: Issues with the LCD or connecting cables can cause distorted images or abnormal colors. Our technicians can diagnose and repair these issues to ensure clear and accurate display.
Communication Errors: If your touch screen displays a communication error and responds slowly to touch, it may be due to issues with the PLC or other connected devices. We can troubleshoot and repair the connection to ensure smooth communication.
Choose Rongji Electromechanical Maintenance for reliable and professional touch screen repair services. Contact us today to learn more about our services and how we can help you keep your touch screens in optimal condition.WhatSapp:+8618028667265 ;Zalo:+8613922254854
Global Servo CNC maintenance center,Professional maintenance of servo CNC systems
Remember to contact Longi Electromechanical for any issues with servo and CNC systems!
Servo systems differ from VFDs in that they offer higher precision and typically come with delicate encoders. Servo motors are synchronous motors with magnets inside, and if not handled carefully during disassembly and assembly, their original performance may not be restored. Additionally, different servo drivers cannot be used interchangeably with other servo motors. This means that during the repair of a servo driver, a corresponding servo motor and cable plug are required for proper testing. Similarly, repairing a servo motor also requires a matching servo driver for testing, which can pose challenges for many maintenance personnel.
As for CNC (Computer Numerical Control) systems, most are embedded industrial computer types with closed control systems. Each manufacturer has its own design ideas, programming methods, wiring, and communication architectures, making them incompatible with one another.
Longi Electromechanical Company has designed various styles of servo and CNC maintenance test benches to test the working conditions of different CNC systems, servo drivers, or servo motors. When servo systems encounter issues such as no display, phase loss, overvoltage, undervoltage, overcurrent, grounding, overload, module explosion, magnet loss, parameter errors, encoder failures, communication alarms, etc., the corresponding platform can be used to test and diagnose the problem.
Repair Hotline: +8618028667265 Mr. Guo; Zalo:+8613922254854
After resolving these issues, the servo system also needs to undergo a simulated load test to avoid problems such as overcurrent under load conditions, even if it performs well under no-load conditions. This ensures that the servo system is fully functional and ready for use in actual applications.
For the CNC system, it is also necessary to conduct simulated operation before normal delivery to avoid any discrepancy with the on-site parameters. Currently, Rongji Electromechanical possesses hundreds of servo and CNC test benches, which can quickly identify problem areas and promptly resolve issues. With these advanced testing facilities, Longi Electromechanical ensures the smooth operation and reliability of the repaired equipment.
The Servo and CNC Repair Center established by Longi Company currently has over 20 skilled and experienced maintenance engineers who specialize in providing repair services for different brands and specifications of servo and CNC systems. They implement tailored repair solutions for different maintenance projects, ensuring efficient and high-quality service for customers. By helping customers save valuable production time and reducing their maintenance costs, Rongji truly cares about the urgent needs of its customers and strives for common development and progress together.
We have repaired the following brands of servo and CNC systems:
Servo Systems
Lenze Servo Systems
Siemens Servo Systems
Panasonic Servo Systems
Eurotherm Servo Systems
Yaskawa Servo Systems
Fuji Servo Systems
Delta Servo Systems
Omron Servo Systems
Fanuc Servo Systems
Moog Servo Systems
TECO Servo Systems
Norgren Servo Systems
SSB Servo Drive Systems
Hitachi Servo Systems
Toshiba Servo Systems
Denso Servo Systems
Parvex Servo Systems
CNC Systems
Mitsubishi Servo Systems
Sanyo Servo Systems
Mitsubishi CNC (MITSUBISHI)
Fanuc CNC (FANUC)
Siemens CNC (SIEMENS)
Brother CNC (BROTHER)
Mazak CNC (MAZAK)
GSK (Guangzhou Numerical Control)
Huazhong Numerical Control
Fagor CNC
Heidenhain
Haas CNC
NUM (France)
Hurco (USA)
KND (Beijing KND Technology Co., Ltd.)
Leadshine
Syntec
Shenyang Machine Tool i5 *凯恩帝 (KND)
Note: Some of the brand names mentioned may be trademarks or registered trademarks of their respective owners. The listing here is for informational purposes only and does not imply any affiliation or endorsement by Rongji Electromechanical or any of the mentioned brands.
Machine Tool Brands
(1) European and American Machine Tools:
Gildemeister
Cincinnati
Fidia
Hardinge
Micron
Giddings
Fadal
Hermle
Pittler
Gleason
Thyssen Group
Mandelli
Sachman
Bridgeport
Hueller-Hille
Starrag
Heckert
Emag
Milltronics
Hass
Strojimport
Spinner
Parpas
(2) Japanese and Korean Machine Tools:
Makino
Mazak
Okuma
Nigata
SNK
Koyo Machinery Industry
Hyundai Heavy Industries
Daewoo Machine Tool
Mori Seiki
Mectron
(3) Taiwanese and Hong Kong Machine Tools:
Hardford
Yang Iron Machine Tool
Leadwell
Taichung Precision Machinery
Dick Lyons
Feeler
Chen Ho Iron Works
Chi Fa Machinery
Hunghsin Precision Machinery
Johnford
Kaofong Industrial
Tong-Tai Machinery
OUMA Technology
Yeongchin Machinery Industry
AWEA
Kaoming Precision Machinery
Jiate Machinery
Leeport (Hong Kong)
Protechnic (Hong Kong)
(4) Chinese Mainland Machine Tools:
Guilin Machine Tool
Yunnan Machine Tool
Beijing No.2 Machine Tool Plant
Beijing No.3 Machine Tool Plant
Tianjin No.1 Machine Tool Plant
Shenyang No.1 Machine Tool Plant
Jinan No.1 Machine Tool Plant
Qinghai No.1 Machine Tool Plant
Changzhou Machine Tool Factory
Zongheng International (formerly Nantong Machine Tool)
Dahe Machine Tool Plant
Baoji Machine Tool Plant
Guilin No.2 Machine Tool Plant
Wanjia Machine Tool Co., Ltd.
Tianjin Delian Machine Tool Service Co., Ltd.
Note: The list provided above is comprehensive but not exhaustive. Machine tool brands and manufacturers are constantly evolving, and new players may have emerged since the compilation of this list. Always refer to the latest industry updates for the most accurate information.
“Longi Electromechanical” has more than 20 years of experience in industrial control maintenance, and is one of the earliest companies engaged in VFD repair. Equipped with artificial intelligence AI maintenance instruments, it specializes in emergency repair of various equipment, with high technical efficiency. It has repaired more than 200,000 units of equipment, including ultrasonic, robot, charging pile, inverter,Variable Frequency Drive (VFD), touch screen, servo, intelligent instrument, industrial control machine, PLC and other products. General problems can be repaired on the same day. LONGI promises you that “if it can’t be repaired, we won’t charge you”. And it provides lifelong maintenance service and free technical consultation for inspection! For urgent repair consultation, please call the contact number or add WHATSAPP maintenance hotline: +8618028667265 Mr. Guo;Zalo:+8613922254854
From European and American brands to Japanese, Korean, and Taiwanese ones, until various domestic brands, we have repaired countless models and specifications of VFDs. In the process of serving our customers, we have continuously learned and accumulated maintenance experience to enhance our skills. We specialize not only in repairing VFDs but also in summarizing various maintenance experiences, elevating them to a theoretical level. We have published the book “VFD Maintenance Technology” and offered VFD maintenance training, thereby promoting the development of the VFD maintenance industry. Longi Electromechanical Company has repaired VFDs from the following brands:
Other brands: Migao VFD, Rongqi VFD, Kaiqi VFD, Shiyunjie VFD, Huichuan VFD, Yuzhang VFD, Tianchong VFD, Rongshang Tongda VFD, LG VFD, Hyundai VFD, Daewoo VFD, Samsung VFD, etc.
Longi Electromechanical Company specializes in the maintenance of VFDs and strictly requires its engineers to followlow standard operating procedures. Upon receiving a unit, the engineers carefully inspect its exterior and clarify any fault conditions with the customer before beginning work. Any removed circuit boards are cleaned using ultrasonic cleaning equipment. Repaired circuit boards are coated with high-temperature and high-pressure-resistant insulating paint, dried in a drying machine, and then reinstalled in the VFD, with measures taken to prevent corrosion and interference.
The repaired VFD will undergo a simulated operation with load using a heavy-load test bench to avoid any potential issues that may arise under actual load conditions on site.
When it comes to VFD maintenance, most cases are related to the equipment on site. Sometimes a standalone unit may have been repaired, but it doesn’t work properly when installed on site. In some cases, the problem lies with the system rather than the VFD itself. For such issues, if the customer requests on-site service, we will do our utmost to resolve the problem for them. If the location is far away, such as in another province, we can use tools like video conferencing and phone calls to allow our engineers to remotely diagnose and resolve the on-site issues for the customer.
As a professional company engaged in the sales and services of second-hand industrial control products, we are committed to providing high-quality and performance-oriented second-hand industrial control products to help customers improve production efficiency and reduce costs. The company was founded in 2000 and has gradually become a leading supplier of second-hand industrial control products in the industry through years of development.
Our product range is diverse, including second-hand frequency converters, PLCs, servo drivers, servo motors, industrial touch screens, instruments and meters. These products have undergone strict selection and testing to ensure that their performance and reliability meet the expectations of customers. We believe that these products will be able to meet your various needs and bring huge value to your industrial automation process.
In terms of technical services, we promise to provide customers with comprehensive engineering technical services. Whether you encounter any problems in the process of purchasing products or technical difficulties during operation, we will provide you with timely and professional support. Our technical team will provide you with the most appropriate solution based on your specific situation to ensure the smooth implementation of your project.
To ensure the reliable quality of the products purchased by customers, we provide a three-month warranty service. During the warranty period, if the product has a quality problem, we will provide free maintenance or replacement services for you. Our warranty service aims to allow customers to purchase and use with confidence, making your purchasing experience more pleasant.
If you have any questions or needs about our products or services, please feel free to contact us. You can contact us through telephone, email or visiting our office address. We will serve you wholeheartedly and look forward to cooperating with you.
In conclusion, as a professional second-hand industrial control product company, we use high-quality products, perfect services, and reliable warranties to accompany your industrial automation process. We believe that cooperating with us will be a wise choice for you, and we will do our best to help you achieve your business goals.
The Hach COD – 203 online CODMn (permanganate index) analyzer is a precision instrument specifically designed for the automatic monitoring of the chemical oxygen demand (COD) concentration in industrial wastewater, river, and lake water bodies. Manufactured in accordance with the JIS K 0806 “Automatic Measuring Apparatus for Chemical Oxygen Demand (COD)” standard, this device employs fully automated measurement operations and adheres to the measurement principle of “Oxygen Consumption by Potassium Permanganate at 100°C (CODMn)” specified in the JIS K 0102 standard.
1.2 Measurement Principle
This analyzer utilizes the redox potential titration method to achieve precise determination of COD values through the following steps:
Oxidation Reaction: A定量 (fixed) amount of potassium permanganate solution is added to the water sample, which is then heated at 100°C for 30 minutes to oxidize organic and inorganic reducing substances in the water. Residual Titration: An excess amount of sodium oxalate solution is added to react with the unreacted potassium permanganate, followed by titration of the remaining sodium oxalate with potassium permanganate. Endpoint Determination: The mutation point of the redox potential is detected using a platinum electrode to calculate the amount of potassium permanganate consumed, which is then converted into the COD value.
This guide comprehensively covers the operational key points of the Hach COD – 203 analyzer. In actual use, adjustments should be made based on specific water quality characteristics and site conditions. It is recommended to establish a complete equipment file to record each maintenance, calibration, and fault handling situation to ensure the long-term stable operation of the equipment.
I. FC-111 Inverter Local Control Panel (LCP) Functions and Basic Settings
1. Local Control Panel (LCP) Function Introduction
The Local Control Panel (LCP) of the Danfoss FC-111 inverter is divided into four functional areas, providing users with an intuitive operating interface:
A. Display Area:
LCP 32 Model: Displays 3 lines of alphanumeric information
LCP 31 Model: Displays 2 lines
Displayed Content: Parameter number/name (1), parameter value (2), menu number (3), motor direction indicator (4), and current menu status (5)
B. Menu Keys:
[Menu] Key: Switches between the Status Menu, Quick Menu, and Main Menu
Status Menu: Displays real-time operating data such as motor frequency (Hz), current (A), power (kW/hp), etc.
Quick Menu: Provides quick access to commonly used functions such as open-loop/closed-loop application guides and motor settings
Main Menu: Allows access to all parameter settings
C. Navigation Keys and Indicators:
Yellow Com. (Communication) Indicator: Flashes during bus communication
Green On (Power) Indicator: Shows power supply status
Yellow Warn. (Warning) Indicator: Lights up when a warning occurs
Red Alarm Indicator: Lights up when a fault occurs
[Back] Key: Returns to the previous menu level
Directional Keys: Navigate through parameter groups/parameters/parameter values
Check parameter 1-29 AMA (Automatic Motor Adaptation) every six months.
Clean the heat sink and check fan operation (parameter 14-53) annually.
Safety Warnings:
Wait for the capacitors to discharge after powering off (refer to the discharge time table).
Only qualified personnel are allowed to operate (refer to IEC 60364 standard).
Pay special attention to parameter 1-70 start mode settings for permanent magnet motors.
This guide is based on the latest FC111 programming manual (V1.01). Please refer to the actual device version for practical applications. For complex application scenarios, it is recommended to use the MCT 10 setup software for parameter optimization and monitoring. Through reasonable settings and regular maintenance, the FC-111 inverter can provide reliable and stable motor control solutions.
The CIM ME2000S, manufactured by MF Group S.p.A. – CIM in Italy, is a professional automatic metal plate embosser designed for heavy-duty industrial identification applications. It is widely used in industries such as automotive, shipbuilding, military, steel plants, logistics, elevators, valves, pumps, cranes, fire protection, and asset management. The machine is capable of embossing, indenting, or debossing metal plates, making it ideal for producing serial number tags, military ID tags, cable and hose labels, asset inventory plates, and industrial nameplates.
Compared with the semi-automatic ME1000 model, the ME2000S is equipped with automatic loading and unloading systems capable of holding up to 200–250 metal plates. This feature significantly improves throughput and enables continuous production with minimal operator intervention.
Font Support: Multiple interchangeable drum wheels including Simplex 2, OCRB1, Block USA, Double Block, Elite Dog Tag, with character sizes ranging from 1 to 12 mm.
Performance: Capable of producing one plate in approximately 18 seconds (around 55 characters).
Interfaces: RS232 serial communication, with support for CIM, Xon/Xoff, MultiEmbosser, and Stored Format protocols.
Software: Comes with the proprietary SWORD software, compatible with Windows, which supports external databases (Excel, Access, DBIII, DBIV) and allows automatic data field generation, template management, and error correction.
The ME2000S is delivered in a sturdy wooden crate due to its weight of nearly 96 kg. Unpacking and placement require at least two persons or a forklift. The steps include removing the outer screws, carefully lifting the machine, and placing it on a stable workbench. Always avoid excessive shocks during transport to protect the precision mechanical parts.
Environmental Conditions
Operating temperature: +5 °C to +40 °C
Relative humidity: 30% – 90% non-condensing
Maximum operating altitude: 1000 m
Noise level: ≤ 75 dB during standard operation
The machine should be installed in a clean, dust-free environment, away from moisture and vibration sources. It must be placed on a solid surface capable of bearing its weight without amplifying noise or vibration.
Electrical Connections
Use the supplied power and serial cables.
Ensure proper earthing to prevent static discharge or electrical hazards.
Always connect the RS232 serial cable when the machine is powered off to avoid circuit damage.
Machine Structure and Components
Top Door: Provides operator safety by preventing access to moving parts. Equipped with a safety interlock switch that halts operation when the door is open.
Emergency Stop Button: A red mushroom-style button that instantly halts all mechanical movement in case of emergency.
Operator Console: Equipped with an LCD screen and simple control buttons for start, reset, and retry functions.
Status Indicator Lights:
Green: Machine ready and operational
Yellow: Warning – Loader empty or Unloader full
Red: Error or fault alarm
Operating Procedures
Powering On and Initialization
Turn on the main switch.
The LCD display will initialize and show a standby message.
Press the START button to reset and place the machine into READY mode.
Loader and Unloader Adjustments
Loader: Adjust the side supports and thickness clamps to accommodate the plate size and material.
Unloader: Depending on configuration, choose either the Lift system (for stacking) or Ejector system (for side ejection).
Embossing Pressure Adjustment
The machine is factory-set for 0.5 mm aluminum plates. For steel or thicker plates, increase the embossing pressure using the adjustment knob above the drum. Always test with sample plates to verify correct embossing depth and quality.
Software Operation (SWORD)
Install the SWORD software on the host PC.
Connect via RS232 serial cable.
Define a new plate layout by setting character fields, fonts, and positions.
Save the layout and start the embossing job.
The machine automatically feeds plates, embosses data, and stacks or ejects finished plates.
Maintenance and Servicing
Routine Lubrication
Loader and Unloader units: Lubricate every 100 operating hours.
Carriage and clamp assemblies: Lubricate with vaseline oil every 6 months.
Motor pulley bearing: Lubricate with lithium grease approximately every 12,000 operating hours.
General Operator Maintenance
Inspect loaders and unloaders daily for smooth operation.
Remove dust or metal debris regularly.
Confirm that the safety interlock works correctly before each operating session.
Technical Maintenance (By Qualified Personnel)
Lubricate jaws, cams, and internal moving assemblies.
Replace the lithium backup battery when the display shows BATT LOW.
Check the emergency stop switch and interlock systems regularly.
Troubleshooting Guide
Error Code
Message
Solution
E-01
Out of cards
Refill the loader and press START
E-02
Card misfeed
Check the loader, retry
E-03
Punch motor error
Contact technical service
E-04
Embossing wheel error
Adjust wheel position and reset
E-09
Emergency stop
Unlock the button, press START
E-51
Unloader full
Remove finished plates
E-83
Code error (protocol)
Verify job setup and software parameters
E-85
Bad format
Check and correct data format
Errors are shown on the LCD display and accompanied by flashing red lights and audible alarms.
Advanced Configuration and Parameters
The ME2000S supports advanced setup through a keyboard connected to the DIN port at the back of the machine. In this mode, expert operators can:
Adjust baud rate, parity, and serial communication parameters.
Modify X/Y axis mechanical offsets.
Configure protocols and embossing parameters.
Create and store multiple format templates using the LCD Edit feature.
Caution: Incorrect parameter settings may compromise machine performance. This mode should only be used by trained personnel.
Firmware Upgrade and Software Updates
A dedicated service port is provided at the rear of the unit for firmware upgrades. The process requires a stable power supply and use of the official update software. Interruptions during firmware update may cause system errors and should be avoided.
Safety Instructions
Never operate the machine with the top cover open.
Do not place liquids or objects on the machine.
Operators must wear gloves, safety goggles, and hearing protection where necessary.
Only authorized technical personnel should open internal covers for servicing.
Do not bypass or disable safety interlocks under any circumstances.
Conclusion
The CIM ME2000S automatic metal plate embosser provides a highly reliable, efficient, and flexible solution for industrial marking and identification. By following this user guide based on the official operator manuals, users can achieve:
Correct installation and setup for optimal performance
Reliable day-to-day operation with minimal downtime
Proper use of the SWORD software for batch data management
Effective maintenance routines to extend equipment lifespan
Safe and secure operation under industrial conditions
With appropriate training and adherence to the procedures described, the ME2000S ensures long-term operational stability and cost-effective production of industrial metal identification plates.
In modern industrial plants and power systems, medium-voltage inverters play a critical role in energy saving and process control. The FRENIC 4600FM6e series medium-voltage IGBT inverter, developed by Fuji Electric, is widely applied in power plants, steel mills, cement production, petrochemical plants, mining conveyors, and large-capacity pumps and fans.
Despite their high performance and reliability, these inverters are subject to faults and shutdowns over long-term operation, due to power fluctuations, load variations, cooling issues, or component failures. This article analyzes the common fault categories, root causes, troubleshooting methods, case studies, and preventive measures based on field experience and official technical manuals.
II. Overview of FRENIC 4600FM6e
1. Key Features
Multilevel IGBT topology for sinusoidal-like output waveforms.
Modular power units with easy replacement and bypass functions.
Equipped with LCD panel and Loader software for fault code display and history logging.
Supports PROFIBUS, T-LINK, Modbus communication for centralized control.
Built-in unit bypass function to maintain partial operation when one or more power units fail.
2. Typical Applications
Power plant circulating water pumps, induced draft fans, forced draft fans.
Steel industry blowers and rolling mill drives.
Mining hoists and belt conveyors.
Petrochemical pumps and heavy-duty process machinery.
III. Fault Symptoms and Classification
According to the official manual, FRENIC 4600FM6e faults are classified into two levels:
Major Faults (Trip/Shutdown)
Causes immediate stop of inverter.
Examples: over-current, IGBT unit failure, fan/temperature fault.
Minor Faults (Alarm/Warning)
Operation continues, but warning indicates potential risk.
Examples: communication errors, sensor imbalance, rising temperature.
Common Fault Symptoms (based on images and manual):
Over-current Fault → high inrush current or motor/output cable short-circuit.
Current Sensor Error → CT malfunction or sampling circuit error.
Overload Protection → sustained motor current above rated level.
Undervoltage / Power Failure → grid fluctuation or instantaneous blackout.
Cooling Fan Fault / Overtemperature → cooling system failure, clogged airflow.
IV. Root Cause Analysis
1. Over-current Fault
Causes:
Short circuit at motor terminals.
Mechanical load locked or jammed.
Output cable insulation failure.
IGBT driver malfunction or unit breakdown.
Diagnosis:
Test motor insulation with a megohmmeter.
Measure cable-to-ground resistance.
Review fault history for startup inrush patterns.
2. Current Sensor Error
Causes:
CT (current transformer) damage or loose wiring.
Defect in sampling circuit on control board.
Faulty detection module inside power unit.
Diagnosis:
Check wiring and board connections.
Read detailed fault code with Loader software.
Replace faulty unit if confirmed.
3. Overload Protection
Causes:
Motor runs above rated current for prolonged periods.
Cooling system ineffective, thermal model accumulation.
Short acceleration/deceleration times with high inertia loads.
Diagnosis:
Monitor motor current and thermal curve.
Inspect fans and filters for clogging.
Adjust accel/decel time parameters.
4. Undervoltage / Power Failure
Causes:
Grid voltage dip or blackout.
Input circuit breaker malfunction.
Auxiliary power instability.
Diagnosis:
Measure input grid voltage stability.
Inspect circuit breaker contact reliability.
Check DC bus voltage discharge behavior.
5. Cooling and Temperature Faults
Causes:
Cooling fan worn out or stopped.
Heat sink clogged with dust.
Faulty NTC/PT100 temperature sensor.
Diagnosis:
Verify fan operation status.
Clean cooling path and filters.
Test resistance of temperature sensors.
V. Step-by-Step Troubleshooting
Read Fault Code via LCD or Loader.
Identify category from manual (major/minor).
On-site inspection:
Power supply → voltage stability.
Motor → insulation and mechanical load.
Power unit → LED status, overheating, module failure.
Control system → wiring, signal input/output.
Hardware replacement:
Power unit → replace faulty module.
Fan → replace cooling system.
Board → replace driver/sensor boards if defective.
Symptom: Sudden stop, “instantaneous power failure.”
Cause: Loose contacts in input breaker.
Solution: Maintain breaker, tighten terminals.
VII. Preventive Maintenance
Routine cleaning → every 6 months inspect fans and air ducts.
Insulation testing → annual megger test of motor and cables.
Temperature monitoring → keep cabinet < 40°C.
Power quality management → install stabilizers or compensators if grid unstable.
Spare parts management → keep stock of critical items (power units, fans, sensors).
VIII. Conclusion
The Fuji FRENIC 4600FM6e medium-voltage inverter is robust but complex. Fault diagnosis requires a systematic approach, combining fault code analysis, on-site inspection, and practical experience.
Key takeaways:
Major fault types include over-current, overload, current sensor error, undervoltage/power failure, and cooling issues.
Troubleshooting must follow manual guidelines, measured data, and hardware checks.
Preventive maintenance greatly reduces downtime and prolongs system life.
By mastering these troubleshooting skills, engineers can ensure stable operation, minimize unexpected shutdowns, and maintain production efficiency in critical industrial processes.
Operation Panel Functions and Parameter Settings 1.1 Operation Panel Features
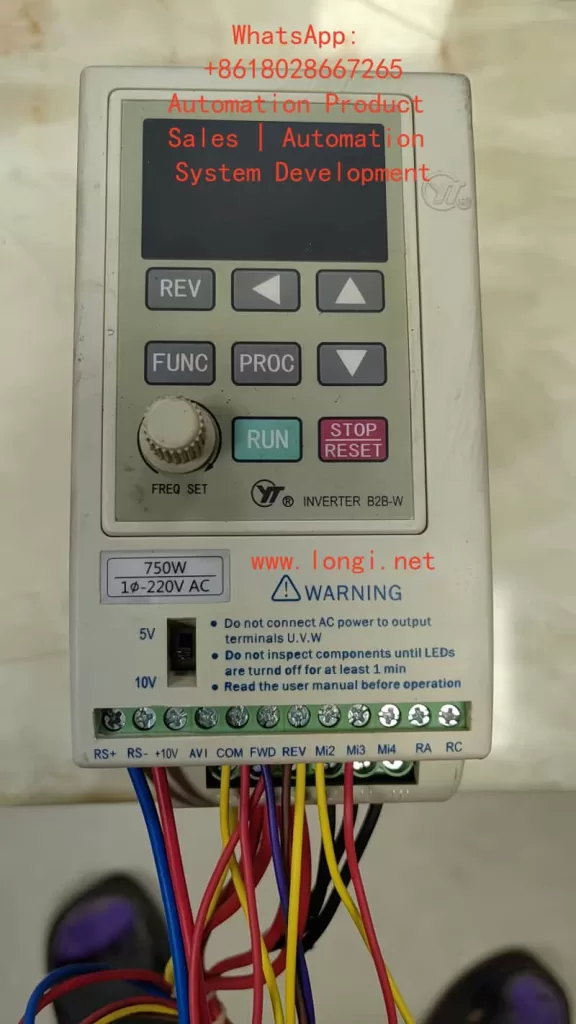
The YTA/YTB series features a 4-digit LED display panel with:
Status indicators: RUN (operation), STOP (stop), CTC (timer/counter), REV (reverse) Function keys: FUNC: Parameter setting PROC: Parameter save ▲/▼: Frequency adjustment FWD/REV: Forward/reverse control STOP/RESET: Stop/reset 1.2 Password Protection and Parameter Initialization
Password Setup:
Press FUNC to enter parameter mode Set D001 parameter (user password) to 1 for unlocking Restore to 0 after modification to lock parameters
Factory Reset:
Unlock parameters (D001=1) Locate D176 parameter (factory reset) Set to 1 and press PROC to execute initialization
External Control Implementation 2.1 External Terminal Forward/Reverse Control
Wiring:
Forward: Connect FWD terminal to COM Reverse: Connect REV terminal to COM Common: COM terminal
Parameter Settings:
D032=1 (external terminal control) D096=0 (FWD for forward/stop, REV for reverse/stop) D036=2 (allow bidirectional operation) D097 sets direction change delay (default 0.5s) 2.2 External Potentiometer Speed Control
Wiring:
Potentiometer connections: Ends to +10V and COM Wiper to AVI terminal AVI range selection via DIP switch (0-5V or 0-10V)
Parameter Configuration:
D031=1 (frequency source from AVI) Match potentiometer output range with DIP switch Set D091-D095 for analog-frequency mapping
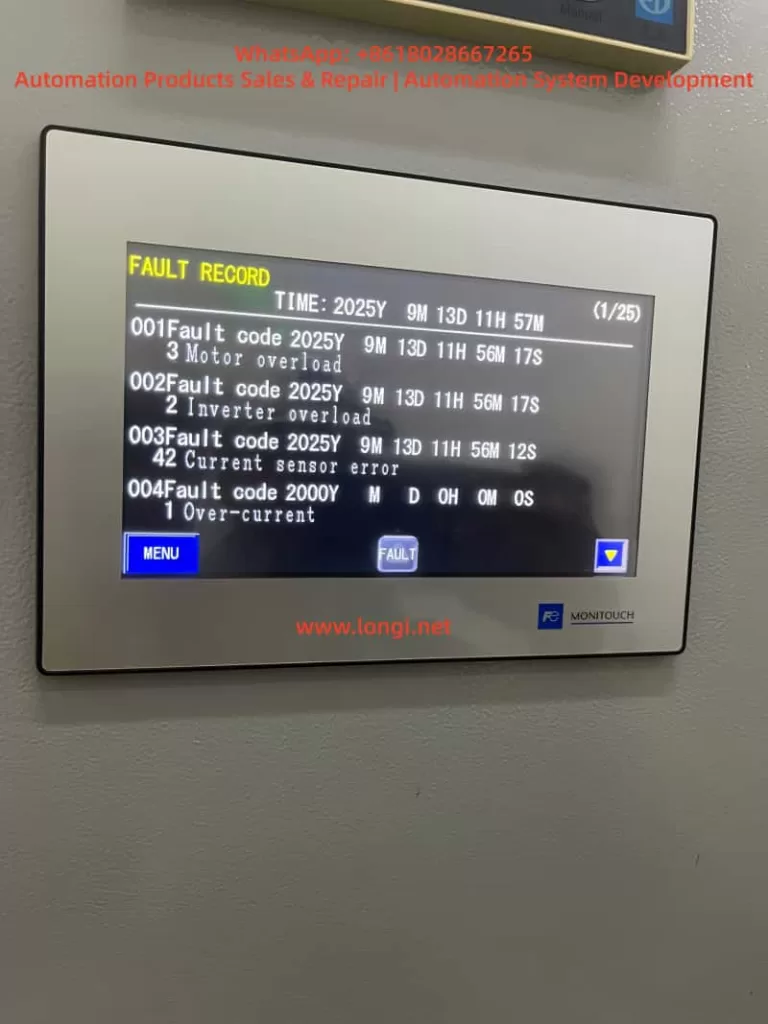
Fault Diagnosis and Solutions 3.1 Common Error Codes Code Meaning Solution Eo/EoCA Overcurrent Increase acceleration time (D011) EoCn Running overcurrent Check load/motor condition EoU Overvoltage Extend deceleration time (D012) EoL Overload Reduce load or increase capacity ELU Undervoltage Check power supply voltage 3.2 Maintenance Guidelines
Regular Checks:
Clean heat sinks and vents every 3 months Verify terminal tightness Monitor operating current Record fault history (D170-D172)
Advanced Functions 4.1 PLC Programmable Operation
Configuration:
D120=1/2/3 (select single/cyclic/controlled cycle) D122-D136 set segment speeds D141-D156 set segment durations D137/D138 set direction for segments 4.2 PID Closed-loop Control
Setup:
D070=1 (enable PID) D072-D074 set P/I/D parameters Connect feedback signal to ACI terminal (4-20mA) Set target value via AVI or panel 4.3 RS485 Communication
Parameters:
D160: Station address (1-254) D161: Baud rate (4800-38400bps) D163: Communication format (8N2 RTU mode)
This guide covers all operational aspects from basic controls to advanced applications of Yuchao YTA/YTB series inverters. For complex issues, please contact us.
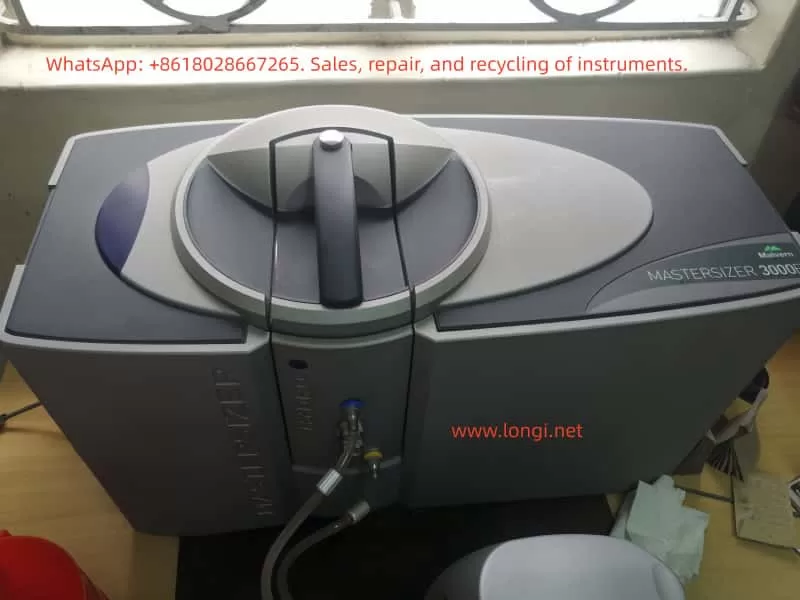
The Mastersizer 3000 is a widely used laser diffraction particle size analyzer manufactured by Malvern Panalytical. It has become a key analytical tool in industries such as pharmaceuticals, chemicals, cement, food, coatings, and materials research. By applying laser diffraction principles, the instrument provides rapid, repeatable, and accurate measurements of particle size distributions.
Among its various configurations, the Aero S dry powder dispersion unit is essential for analyzing dry powders. This module relies on compressed air and vacuum control to disperse particles and to ensure that samples are introduced without agglomeration. Therefore, the stability of the pneumatic and vacuum subsystems directly affects data quality.
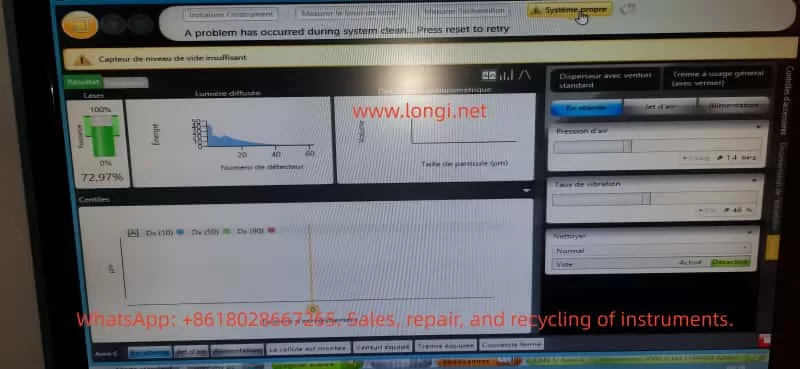
In practice, faults sometimes occur during startup or system cleaning. One such case involved a user who reported repeated errors during initialization and cleaning. The system displayed the following messages:
“Pression d’air = 0 bar” (Air pressure = 0 bar)
“Capteur de niveau de vide insuffisant” (Vacuum level insufficient)
“A problem has occurred during system clean. Press reset to retry”
While the optical laser subsystem appeared normal (laser intensity ~72.97%), the pneumatic and vacuum functions failed, preventing measurements. This article will analyze the fault systematically, covering:
The operating principles of the Mastersizer 3000 pneumatic and vacuum systems
Fault symptoms and possible causes
A detailed troubleshooting and repair workflow
Case study insights
Preventive maintenance measures
The goal is to form a comprehensive technical study that can be used as a reference for engineers and laboratory technicians.
2. Working Principle of the Mastersizer 3000 and Pneumatic System
2.1 Overall Instrument Architecture
The Mastersizer 3000 consists of the following core modules:
Optical system – Laser light source, lenses, and detectors that measure particle scattering signals.
Dispersion unit – Either a wet dispersion unit (for suspensions) or the Aero S dry powder dispersion system (for powders).
Pneumatic subsystem – Supplies compressed air to the Venturi nozzle to disperse particles.
Vacuum and cleaning system – Provides suction during cleaning cycles to remove residual particles.
Software and sensor monitoring – Continuously monitors laser intensity, detector signals, air pressure, vibration rate, and vacuum level.
2.2 The Aero S Dry Dispersion Unit
The Aero S operates based on Venturi dispersion:
Compressed air (typically 4–6 bar, oil-free and dry) passes through a narrow nozzle, creating high-velocity airflow.
Powder samples introduced into the airflow are broken apart into individual particles, which are carried into the laser measurement zone.
A vibrator ensures continuous and controlled feeding of powder.
To monitor performance, the unit uses:
Air pressure sensor – Ensures that the compressed air pressure is within the required range.
Vacuum pump and vacuum sensor – Used during System Clean cycles to generate negative pressure and remove any residual powder.
Electro-pneumatic valves – Control the switching between measurement, cleaning, and standby states.
2.3 Alarm Mechanisms
The software is designed to protect the system:
If the air pressure < 0.5 bar or the pressure sensor detects zero, it triggers “Pression d’air = 0 bar”.
If the vacuum pump fails or the vacuum sensor detects insufficient negative pressure, it triggers “Capteur de niveau de vide insuffisant”.
During cleaning cycles, if either air or vacuum fails, the software displays “A problem has occurred during system clean”, halting the process.
3. Fault Symptoms
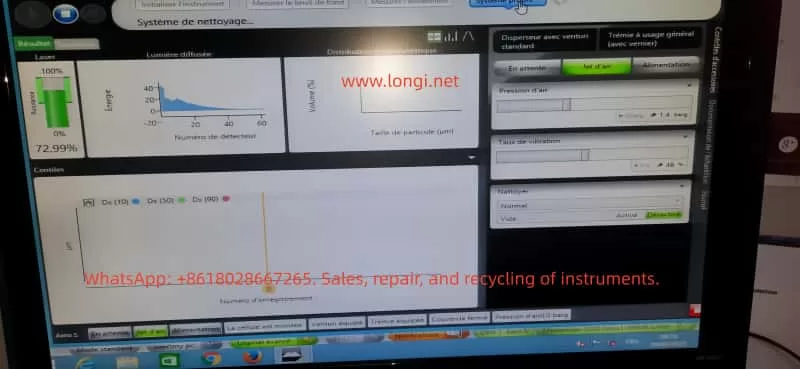
3.1 Observed Behavior
The reported system displayed the following symptoms:
Air pressure reading = 0 bar (even though external compressed air was connected).
Vacuum insufficient – Cleaning could not be completed.
Each attempt at System Clean resulted in the same error.
Laser subsystem operated normally (~72.97% signal), confirming that the fault was confined to pneumatic/vacuum components.
3.2 Screen Snapshots
Laser: ~72.97% – Normal.
Air pressure: 0 bar – Abnormal.
Vacuum insufficient – Abnormal.
System Clean failed – Symptom repeated after each attempt.
4. Possible Causes
Based on the working principle, the issue can be classified into four categories:
4.1 External Compressed Air Problems
Insufficient pressure supplied (below 3 bar).
Moisture or oil contamination in the air supply leading to blockage.
Loose or disconnected inlet tubing.
4.2 Internal Pneumatic Issues
Venturi nozzle blockage – Powder residue, dust, or oil accumulation.
Tubing leak – Cracked or detached pneumatic hoses.
A structured troubleshooting approach helps isolate the problem quickly.
5.1 External Checks
Verify that compressed air supply ≥ 4 bar.
Inspect inlet tubing and fittings for leaks or loose connections.
Confirm that a dryer/filter is installed to ensure oil-free and moisture-free air.
5.2 Pneumatic Circuit Tests
Run manual Jet d’air in software. Observe if air flow is audible.
If no airflow, dismantle and inspect the Venturi nozzle for blockage.
Check solenoid valve operation: listen for clicking sound when activated.
5.3 Vacuum System Tests
Run manual Clean cycle. Listen for the vacuum pump running.
Disconnect vacuum tubing and feel for suction.
Inspect vacuum filter; clean or replace if clogged.
Measure vacuum with an external gauge.
5.4 Sensor Diagnostics
Open Diagnostics menu in the software.
Compare displayed sensor readings with actual measured pressure/vacuum.
If real pressure exists but software shows zero → sensor fault.
If vacuum pump works but error persists → vacuum sensor fault.
5.5 Control Electronics
Verify power supply to pneumatic control board.
Check connectors between sensors and board.
If replacing sensors does not fix the issue, the control board may require replacement.
6. Repair Methods and Case Analysis
6.1 Air Supply Repairs
Adjust and stabilize supply at 5 bar.
Install or replace dryer filters to prevent moisture/oil contamination.
Replace damaged air tubing.
6.2 Internal Pneumatic Repairs
Clean Venturi nozzle with alcohol or compressed air.
Replace faulty solenoid valves.
Renew old or cracked pneumatic tubing.
6.3 Vacuum System Repairs
Disassemble vacuum pump and clean filter.
Replace vacuum pump if motor does not run.
Replace worn sealing gaskets.
6.4 Sensor Replacement
Replace faulty pressure sensor or vacuum sensor.
Recalibrate sensors after installation.
6.5 Case Study Result
In the real case:
External compressed air supply was only 1.4 bar, below specifications.
The vacuum pump failed to start (no noise, no suction).
After increasing compressed air supply to 5 bar and replacing the vacuum pump, the system returned to normal operation.
7. Preventive Maintenance Recommendations
7.1 Air Supply Management
Maintain external compressed air ≥ 4 bar.
Always use an oil-free compressor.
Install a dryer and oil separator filter, replacing filter elements regularly.
7.2 Routine Cleaning
Run System Clean after each measurement to avoid powder buildup.
Periodically dismantle and clean the Venturi nozzle.
7.3 Vacuum Pump Maintenance
Inspect and replace filters every 6–12 months.
Monitor pump noise and vibration; service if abnormal.
Replace worn gaskets and seals promptly.
7.4 Sensor Calibration
Perform annual calibration of air pressure and vacuum sensors by the manufacturer or accredited service center.
7.5 Software Monitoring
Regularly check the Diagnostics panel to detect early drift in sensor readings.
Record data logs to compare performance over time.
8. Conclusion
The Mastersizer 3000, when combined with the Aero S dry dispersion unit, relies heavily on stable air pressure and vacuum control. Failures such as “Air pressure = 0 bar” and “Vacuum level insufficient” disrupt operation, especially during System Clean cycles.
Through systematic analysis, the faults can be traced to:
External compressed air issues (low pressure, leaks, contamination)
Internal pneumatic blockages or valve faults
Vacuum pump failures or leaks
Sensor malfunctions or control board errors
A structured troubleshooting process — starting from external supply → pneumatic circuit → vacuum pump → sensors → electronics — ensures efficient fault localization. In the reported case, increasing the compressed air pressure and replacing the defective vacuum pump successfully restored the instrument.
For laboratories and production environments, preventive maintenance is crucial:
Ensure stable, clean compressed air supply.
Clean and service nozzles, filters, and pumps regularly.
Calibrate sensors annually.
Monitor diagnostics to detect anomalies early.
By applying these strategies, downtime can be minimized, measurement accuracy preserved, and instrument lifespan extended.
— A Case Study on “Measurement Operation Failed” Errors
1. Introduction
In particle size analysis, the Malvern Mastersizer 3000E is one of the most widely used laser diffraction particle size analyzers in laboratories worldwide. It can rapidly and accurately determine particle size distributions for powders, emulsions, and suspensions. To accommodate different dispersion requirements, the system is usually equipped with either wet or dry dispersion units. Among these, the Hydro EV wet dispersion unit is commonly used due to its flexibility, ease of operation, and automation features.
However, during routine use, operators often encounter issues during initialization, such as the error messages:
“A problem has occurred during initialisation”
“Measurement operation has failed”
These errors prevent the system from completing background measurements and optical alignment, effectively stopping any further sample analysis.
This article focuses on these common issues. It provides a technical analysis covering the working principles, system components, error causes, troubleshooting strategies, preventive maintenance, and a detailed case study based on real laboratory scenarios. The aim is to help users systematically identify the root cause of failures and restore the system to full operation.
2. Working Principles of the Mastersizer 3000E and Hydro EV
2.1 Principle of Laser Diffraction Particle Size Analysis
The Mastersizer 3000E uses the laser diffraction method to measure particle sizes. The principle is as follows:
When a laser beam passes through a medium containing dispersed particles, scattering occurs.
Small particles scatter light at large angles, while large particles scatter light at small angles.
An array of detectors measures the intensity distribution of the scattered light.
Using Mie scattering theory (or the Fraunhofer approximation), the system calculates the particle size distribution.
Thus, accurate measurement depends on three critical factors:
Stable laser output
Well-dispersed particles in the sample without bubbles
Proper detection of scattered light by the detector array
2.2 Role of the Hydro EV Wet Dispersion Unit
The Hydro EV serves as the wet dispersion accessory of the Mastersizer 3000E. Its main functions include:
Sample dispersion – Stirring and circulating liquid to ensure that particles are evenly suspended.
Liquid level and flow control – Equipped with sensors and pumps to maintain stable liquid conditions in the sample cell.
Bubble elimination – Reduces interference from air bubbles in the optical path.
Automated cleaning – Runs flushing and cleaning cycles to prevent cross-contamination.
The Hydro EV connects to the main system via tubing and fittings, and all operations are controlled through the Mastersizer software.
3. Typical Error Symptoms and System Messages
Operators often observe the following system messages:
“A problem has occurred during initialisation… Press reset to retry”
Indicates failure during system checks such as background measurement, alignment, or hardware initialization.
“Measurement operation has failed”
Means the measurement process was interrupted or aborted due to hardware/software malfunction.
Stuck at “Measuring dark background / Aligning system”
Suggests the optical system cannot establish a valid baseline or align properly.
4. Root Causes of Failures
Based on experience and manufacturer documentation, the failures can be classified into the following categories:
4.1 Optical System Issues
Laser not switched on or degraded laser power output
Contamination, scratches, or condensation on optical windows
Optical misalignment preventing light from reaching detectors
4.2 Hydro EV Dispersion System Issues
Air bubbles in the liquid circuit cause unstable signals
Liquid level sensors malfunction or misinterpret liquid presence
Pump or circulation failure
Stirrer malfunction or abnormal speed
4.3 Sample and User Operation Errors
Sample concentration too low, producing nearly no scattering
Sample cell incorrectly installed or not sealed properly
Large bubbles or contaminants present in the sample liquid
To efficiently identify the source of the problem, troubleshooting should follow a layered approach:
5.1 Restart and Reset
Power down both software and hardware, wait several minutes, then restart.
Press Reset in the software and attempt initialization again.
5.2 Check Hydro EV Status
Confirm fluid is circulating properly.
Ensure liquid level sensors detect the liquid.
Run the “Clean System” routine to verify pump and stirrer functionality.
5.3 Inspect Optical and Sample Cell Conditions
Remove and thoroughly clean the cuvette and optical windows.
Confirm correct installation of the sample cell.
Run a background measurement with clean water to rule out bubble interference.
5.4 Verify Laser Functionality
Check whether laser power levels change in software.
Visually confirm the presence of a laser beam if possible.
If the laser does not switch on, the module may require service.
5.5 Communication and Software Checks
Replace USB cables or test alternate USB ports.
Install the software on another PC and repeat the test.
Review software logs for detailed error codes.
5.6 Hardware Diagnostics
Run built-in diagnostic tools to check subsystems.
If detectors or control circuits fail the diagnostics, service or replacement is required.
6. Preventive Maintenance Practices
To reduce the likelihood of these failures, users should adopt the following practices:
Routine Hydro EV Cleaning
Flush tubing and reservoirs with clean water after each measurement.
Maintain Optical Window Integrity
Regularly clean using lint-free wipes and suitable solvents.
Prevent scratches or deposits on optical surfaces.
Monitor Laser Output
Check laser power readings in software periodically.
Contact manufacturer if output decreases significantly.
Avoid Bubble Interference
Introduce samples slowly.
Use sonication or degassing techniques if necessary.
Keep Software and Firmware Updated
Install recommended updates to avoid compatibility problems.
Maintain Maintenance Logs
Document cleaning, servicing, and errors for historical reference.
7. Case Study: “Measurement Operation Failed”
7.1 Scenario Description
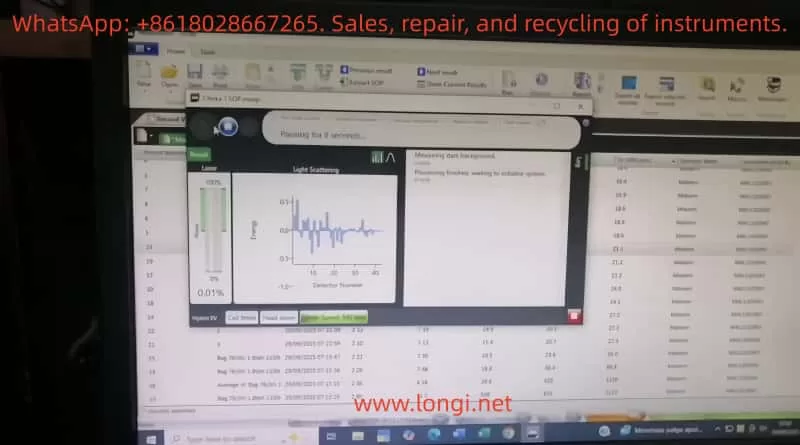
Error messages appeared during initialization: “Measuring dark background” → “Aligning system” → “Measurement operation has failed.”
Hardware setup: Mastersizer 3000E with Hydro EV connected.
Likely symptoms: Bubbles or unstable liquid flow in Hydro EV, preventing valid background detection.
7.2 Troubleshooting Actions
Reset and restart system.
Check tubing and liquid circulation – purge air bubbles and confirm stable flow.
Clean sample cell and optical windows – ensure transparent pathways.
Run background measurement – if failure persists, test laser operation.
Software and diagnostics – record log files, run diagnostic tools, and escalate to manufacturer if necessary.
7.3 Key Lessons
This case illustrates that background instability and optical interference are the most common causes of initialization errors. By addressing dispersion stability (Hydro EV liquid system) and ensuring optical cleanliness, most problems can be resolved without hardware replacement.
8. Conclusion
The Malvern Mastersizer 3000E with Hydro EV wet dispersion unit is a powerful and versatile solution for particle size analysis. Nevertheless, operational errors and system failures such as “Measurement operation failed” can significantly impact workflow.
Through technical analysis, these failures can generally be attributed to five categories: optical issues, dispersion system problems, sample/operation errors, software/communication faults, and hardware damage.
This article outlined a systematic troubleshooting workflow:
Restart and reset
Verify Hydro EV operation
Inspect optical components and cuvette
Confirm laser activity
Check software and communication
Run hardware diagnostics
Additionally, preventive maintenance strategies—such as cleaning, monitoring laser performance, and preventing bubbles—are critical for long-term system stability.
By applying these structured troubleshooting and maintenance practices, laboratories can minimize downtime, extend the instrument’s lifetime, and ensure reliable particle size measurements.
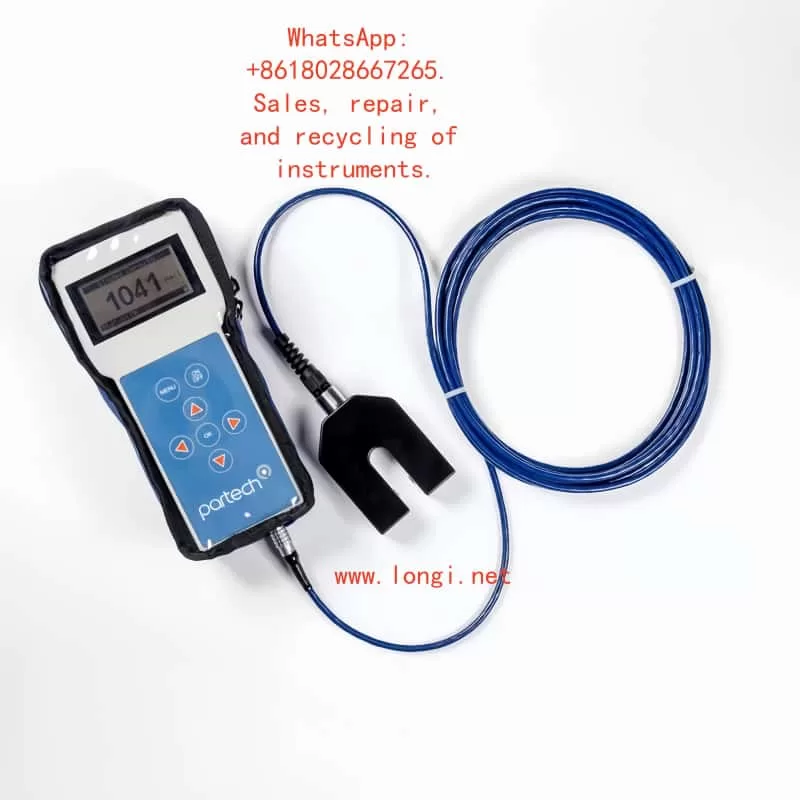
The Partech 740 portable sludge concentration meter is a high-precision instrument specifically designed for monitoring in sewage treatment, industrial wastewater, and surface water. It enables rapid measurement of Suspended Solids (SS), Sludge Blanket Level (SBL), and Turbidity. Its key advantages include:
Portability and Protection: Featuring an IP65-rated enclosure with a shock-resistant protective case and safety lanyard, it is suitable for use in harsh environments.
Multi-Scenario Adaptability: Supports up to 10 user-defined configuration profiles to meet diverse calibration needs for different water qualities (e.g., Mixed Liquor Suspended Solids (MLSS), Final Effluent (F.E.)).
High-Precision Measurement: Utilizes infrared light attenuation principle (880nm wavelength) with a measurement range of 0–20,000 mg/l and repeatability error ≤ ±1% FSD.
1.2 Core Components
Host Unit: Dimensions 224×106×39mm (H×W×D), weight 0.5kg, with built-in NiMH battery offering 5 hours of runtime.
Soli-Tech 10 Sensor: Black acetal construction, IP68 waterproof rating, 5m standard cable (extendable to 100m), supporting dual-range modes (low and high concentration).
Accessory Kit: Includes charger (compatible with EU/US/UK plugs), nylon tool bag, and operation manual.
Part II: Hardware Configuration and Initial Setup
2.1 Device Assembly and Startup
Sensor Connection: Insert the Soli-Tech 10 sensor into the host unit’s bottom port and tighten the waterproof cap.
Power On/Off: Press and hold the ON/OFF key on the panel. The initialization screen appears (approx. 3 seconds).
Battery Management:
Charging status indicated by LED (red: charging; green: fully charged).
MENU: Return to the previous menu or cancel operation.
Display Layout:
Main screen: Large font displays current measurement (e.g., 1500 mg/l), with status bar showing battery level, units, and fault alerts.
Part III: Measurement Process and Calibration Methods
3.1 Basic Measurement Operation
Select Configuration Profile: Navigate to MAIN MENU → Select Profile and choose a preset or custom profile (e.g., “Charlestown MLSS”).
Real-Time Measurement: Immerse the sensor in the liquid. The host updates data every 0.2 seconds.
Damping Adjustment: Configure response speed via Profile Config → Damping Rate (e.g., “Medium” for 30-second stabilization).
3.2 Calibration Steps (Suspended Solids Example)
Zero Calibration: Navigate to Calibration → Set Zero, immerse the sensor in purified water, and press OK to collect data for 5 seconds.
Error Alert: If “Sensor Input Too High” appears, clean the sensor or replace the zero water.
Span Calibration: Select Set Span, input the standard solution value (e.g., 1000 mg/l), immerse the sensor, and press OK to collect data for 10 seconds.
Secondary Calibration: For delayed laboratory results, use Take Sample to store signals and later input actual values via Enter Sample Result for correction.
3.3 Advanced Calibration Options
Lookup Table Linearization: Adjust X/Y values in Profile Adv Config for nonlinear samples.
Sensor Cleaning: Wipe the probe with a soft cloth to avoid organic residue.
Battery Care: Charge monthly during long-term storage.
Storage Conditions: -20~60°C in a dry environment.
5.2 Common Faults and Solutions
Fault Phenomenon
Possible Cause
Solution
“No Sensor” displayed
Loose connection or sensor failure
Check interface or replace sensor
Value drift
Calibration failure or low damping
Recalibrate or adjust damping to “Slow”
Charging indicator off
Power adapter failure
Replace compatible charger (11–14VDC)
5.3 Factory Repair
Include fault description, contact information, and safety precautions.
Part VI: Technical Specifications and Compliance
EMC Certification: Complies with EN 50081/50082 standards and EU EMC Directive (89/336/EEC).
Accuracy Verification: Use Fuller’s Earth or Formazin standard solutions (refer to Chapters 20–21 for preparation methods).
Software Version: Check via Information → Software Version and contact the vendor for updates.
Appendix: Quick Operation Flowchart
Startup → Select Profile → Immerse Sample → Read Data
For Abnormalities:
Check sensor.
Restart device.
Contact technical support.
This guide comprehensively covers operational essentials for the Partech 740. Enhance efficiency with practical examples (e.g., “Bill Smith’s Profile Example” in Chapter 4). For advanced technical support, please contact us.
In modern industrial drive systems, a Variable Frequency Drive (VFD) is not merely a device for motor speed control; it also serves as a central node for signal exchange, system protection, and process optimization. Among the wide range of VFDs available, the Vacon NXP series (now part of Danfoss Drives) is recognized for its modular design, high performance, and adaptability across heavy-duty applications such as pumps, fans, compressors, conveyors, and marine propulsion.
However, despite its robustness, engineers often encounter specific fault codes related to device recognition, most notably F38 (Device Added) and F40 (Device Unknown). These alarms typically arise from issues with option boards, particularly the I/O extension boards (OPT-A1 / OPT-A2), which play a crucial role in extending the input and output capacity of the drive.
This article presents an in-depth technical analysis of these faults, explains their root causes, outlines systematic troubleshooting methods, and provides best practices for handling input option boards in Vacon NXP drives.
1. Modular Architecture of Vacon NXP Drives
1.1 Control and Power Units
The NXP drive family is built on a modular architecture:
Power Unit (PU): Performs the AC–DC–AC conversion, consisting of rectifiers, DC bus, and IGBT inverter stage.
Control Unit (CU): Handles PWM logic, motor control algorithms, protective functions, and overall coordination.
Communication between the control unit and the power unit is essential. If the CU cannot properly identify the PU, the drive triggers F40 Device Unknown, Subcode S4 (Control board cannot recognize power board).
1.2 Option Boards
To extend the standard functionality, Vacon NXP supports a variety of option boards:
OPT-B series: Specialized I/O or measurement inputs (temperature, additional analog channels).
OPT-C/OPT-D series: Communication boards (Profibus, Modbus, CANopen, EtherCAT, etc.).
At power-up, the drive scans all inserted option boards. A new detection event will cause F38 Device Added, while a failed recognition will raise F40 Device Unknown.
2. Meaning of F38 and F40 Faults
2.1 F38 Device Added
This alarm indicates that the drive has detected the presence of a new option board. It may be triggered when:
A new board is inserted after power-down.
An existing board has been reseated or replaced.
Faulty hardware causes the system to misinterpret the card as newly added.
2.2 F40 Device Unknown
This alarm indicates that the drive recognizes the presence of a board but cannot identify it correctly. Typical subcodes include:
S1: Unknown device.
S2: Power unit type mismatch.
S4: Control board cannot recognize the power board.
In real-world cases, F40 combined with S4 strongly suggests a mismatch or communication failure between the control unit and an option board or power board.
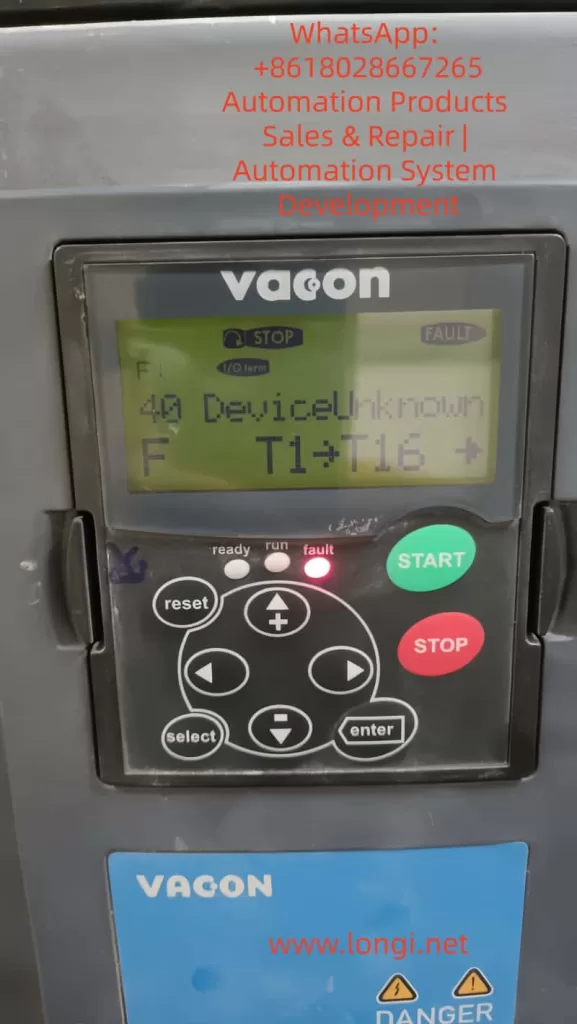
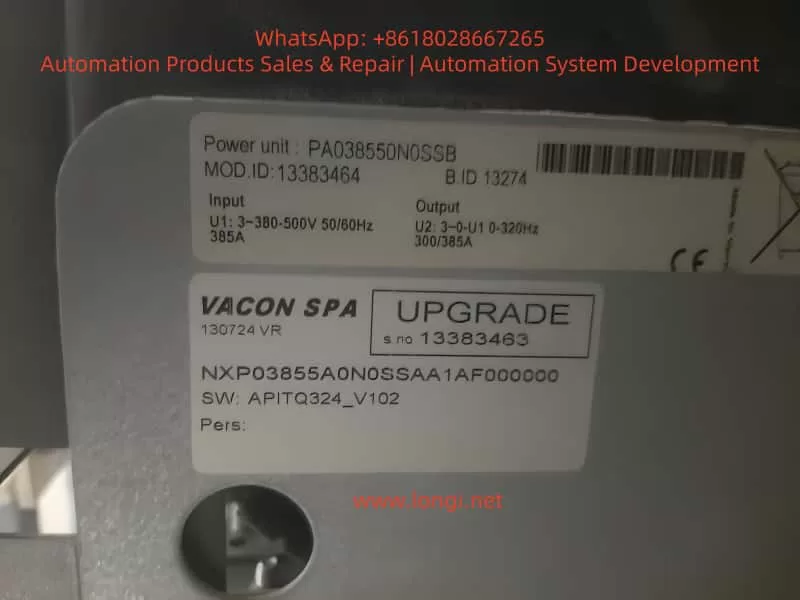
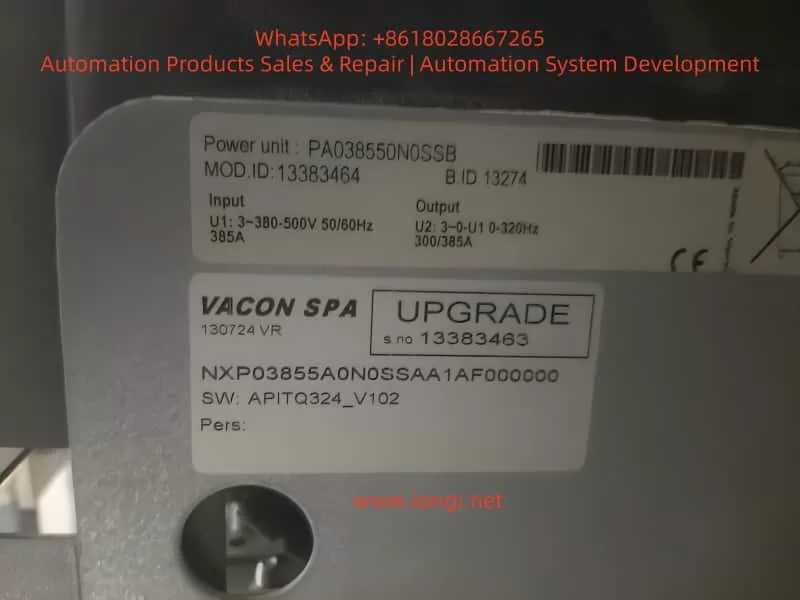
3. Case Study: Iranian Customer Drive
A real field case involved a Vacon NXP drive model NXPO3855A0N0SSAA1AF000000, rated for 3×380–500V, 385A. The customer reported the following sequence of issues:
The drive raised F40 Device Unknown during operation.
After resetting and further testing, F38 Device Added appeared.
Removing a particular I/O option board eliminated the fault, and the drive operated normally.
Reinserting the same board or attempting with an incompatible new board caused the fault to reappear.
Investigation revealed that the input board had previously suffered a short circuit, leading to control board shutdown.
This case confirmed that the root cause of the alarm was linked directly to the damaged input option board.
4. I/O Option Boards and Their Roles
4.1 OPT-A1 Standard I/O Board
Provides multiple digital inputs, digital outputs, analog inputs, and analog outputs.
Includes a DB-37 connector for external I/O expansion.
Contains configuration jumpers (X1, X2, X3, X6) to select between current/voltage modes for analog channels.
Widely used in process applications where the drive must interface with external control systems.
4.2 OPT-A2 Relay Output Board
Provides two relay outputs.
Switching capacity: 8 A @ 250 VAC or 24 VDC.
Simple functionality, typically used for alarms, run status signals, or external contactor control.
4.3 Identifying the Correct Board
To determine which option board is required:
Check the silkscreen or label on the PCB (e.g., “OPT-A1”).
Verify the drive’s delivery code, which often specifies included option boards.
Compare board layouts with manual illustrations (I/O terminals, connectors).
In the discussed case, the faulty card matched the structure of an OPT-A series board, most likely OPT-A1, given its combination of DB-37 connector and relay components.
Communication lines between the option board and control board are pulled low, preventing recognition.
5.2 Component Failure
Input protection resistors and capacitors can burn out.
Opto-isolators may short.
Relay coils or driver ICs may fail under overcurrent.
5.3 Control Board Interface Damage
Severe shorts may propagate into the control board backplane, damaging bus transceivers or I/O interfaces. Even with a new option board installed, recognition may still fail.
6. Troubleshooting and Repair Workflow
6.1 Initial Verification
Record all fault codes, subcodes (S4), and T-parameters (T1–T16).
Remove the suspected option board → does the fault clear?
Insert another board → does the fault repeat?
6.2 Physical Inspection
Check the board for burn marks or cracked components.
Measure the 24 V auxiliary supply.
Inspect connector pins for oxidation or melting.
6.3 Replacement Testing
Replace the damaged board with an identical model.
Do not substitute with a different board type (e.g., OPT-A2 instead of OPT-A1). This results in F38 alarms.
If faults persist with the correct new board, control board interface damage must be suspected.
6.4 Control Board Diagnostics
Verify communication between the control board and the option slot (bus signals, isolation).
Confirm compatibility with the power unit.
If the interface is damaged, replacement or board-level repair of the control board is required.
7. Importance of Firmware and Parameter Compatibility
The ability of the drive to recognize option boards depends on firmware support:
Old firmware may not recognize new board revisions.
When replacing either control or power units, firmware compatibility must be confirmed.
Certain parameters must be configured to enable board functions; otherwise, the board may remain inactive even if detected.
Firmware upgrades and parameter resets are therefore integral steps during option board replacement.
8. Preventive Measures and Maintenance Practices
Correct Spare Part Management
Always procure the exact option board model specified by the drive’s configuration.
Maintain a record of which boards are installed in each drive.
Avoid Hot-Swapping
Option boards must be inserted and removed only when the drive is powered down.
Hot-swapping risks damaging both the board and the control unit.
Wiring Standards
Ensure input signals comply with voltage/current specifications.
Use isolators or protection circuits for noisy or high-energy signals.
Environmental Protection
Keep enclosures clean and dry.
Protect against conductive dust, humidity, and vibration.
Failure Logging
Record all occurrences of F38/F40 alarms with timestamps and parameters.
Analyze trends to improve maintenance and prevent recurrence.
9. Conclusion
The F38 Device Added and F40 Device Unknown faults in Vacon NXP drives are primarily related to option board recognition issues. When an input option board suffers from a short circuit, the drive either misinterprets it as a new device (F38) or fails to identify it (F40).
The presented case study highlights that:
Removing the faulty card clears the fault, proving that the main drive remains functional.
Replacing the board with a non-identical model reintroduces the fault.
The correct solution is to replace the damaged option board with an identical OPT-A1/OPT-A2 board and verify that the control board interface is intact.
By understanding the modular architecture of the Vacon NXP, following systematic troubleshooting steps, and applying preventive maintenance practices, field engineers can quickly resolve such device recognition issues and ensure reliable long-term drive operation.
The Agilent TwisTorr 84 FS is a high-performance turbomolecular pump designed for high vacuum and ultra-high vacuum (UHV) applications. With a maximum rotational speed of 81,000 rpm and advanced Agilent hybrid bearing technology, this pump is widely used in research, mass spectrometry, surface science, semiconductor processes, and coating equipment.
This article provides a comprehensive usage guide, covering operating principles and features, installation and calibration, maintenance, troubleshooting, and a bearing failure repair case study. It is intended for engineers, technicians, and third-party service providers.
I. Principles and Features of the Pump
1. Operating Principle
Momentum Transfer: Gas molecules collide with the high-speed rotating rotor blades, gaining directional momentum and moving from the inlet toward the outlet.
Rotor/Stator Stages: The pump contains multiple alternating rotor and stator stages, which compress molecules step by step for efficient pumping.
Backing Pump Requirement: A turbomolecular pump cannot start from atmospheric pressure. A mechanical or dry pump is required to reduce the pressure below approximately 10⁻² mbar before the turbo pump is started.
2. Key Features of TwisTorr 84 FS
Oil-free operation: No oil contamination, ideal for clean vacuum applications.
High speed and efficiency: Up to 81,000 rpm, pumping speed ~84 L/s (for nitrogen).
Flexible installation: Available with ISO-K/CF flanges, mountable in any orientation.
Controller options: Rack-mount RS232/485, Profibus, or on-board 110/220 V and 24 V controllers.
Cooling and protection: Optional water cooling, air cooling kits, and purge/vent functions to protect bearings.
Applications: Mass spectrometry, SEM/TEM, thin film deposition, plasma processes, vacuum research systems.
II. Installation and Calibration
1. Preparation
Environment: Temperature 5–35 °C, relative humidity 0–90% non-condensing, avoid corrosive gases and strong electromagnetic fields.
Storage: During transport or storage, temperature range –40 to 70 °C, maximum storage 12 months.
Handling: Do not touch vacuum surfaces with bare hands; always use clean gloves.
2. Mechanical Installation
Flange connection:
ISO-K 63 flange requires 4 clamps, tightened to 22 Nm.
CF flange requires Agilent original hardware, capable of withstanding 250 Nm torque.
Positioning: Can be installed in any orientation but must be rigidly fixed to prevent vibration.
Seals: Ensure O-rings or gaskets are free of damage and contamination.
3. Electrical Connections
Use Agilent-approved controllers and cables.
Power voltage and frequency must match the controller rating.
Power cable must be easily accessible to disconnect in case of emergency.
4. Cooling and Auxiliary Devices
Install air cooling kit or water cooling kit depending on the environment.
Use high-purity nitrogen purge to protect bearings.
Connect an appropriate backing pump to the foreline.
5. Calibration and Start-Up
Always use Soft Start mode during the first start-up to reduce stress on the rotor.
Monitor speed and current during ramp-up; speed should increase smoothly while current decreases.
Verify system performance by checking the ultimate pressure.
III. Maintenance and Service
1. General Maintenance Policy
TwisTorr 84 FS is officially classified as maintenance-free for users.
Internal service, including bearing replacement, must be carried out only by Agilent or authorized service providers.
2. Operational Guidelines
Do not pump liquids, solid particles, or corrosive gases.
Never expose the rotor to sudden venting or reverse pressure shocks.
Check cooling systems regularly to ensure fans or water flow are functioning.
If the pump is unused for months, run it once a month to maintain lubrication and rotor balance.
3. Storage and Transport
Always use original protective packaging.
Store in clean, dry, dust-free conditions.
IV. Common Faults and Troubleshooting
1. Electrical Issues
Pump does not start: Power supply issue, controller malfunction, or missing start command.
Frequent shutdowns: Overcurrent, overvoltage, or overheating.
Insufficient speed: Backing pump failure, drive fault, or rotor friction.
2. Mechanical Issues
Rotor friction or seizure: Damaged bearings, foreign objects in the pump, or incorrect mounting stress.
Abnormal noise or vibration: Bearing wear or rotor imbalance.
Reduced pumping speed: Contamination inside the pump or insufficient rotor speed.
3. Environmental/System Issues
Overtemperature alarms: Inadequate cooling or high ambient temperature.
Failure to reach pressure: Leaks or system contamination.
V. Case Study: Bearing Failure
1. Symptoms
The pump rotor could not be rotated manually after disassembly.
Abnormal metallic noise and inability to reach rated speed.
2. Initial Diagnosis
High probability of bearing seizure or failure.
The pump, manufactured in 2019, had been in service for several years—approaching the expected bearing lifetime.
3. Repair Options
Factory repair: Complete bearing replacement and rotor balancing; cost approx. USD 3,000–5,000 with 12-month warranty.
Third-party repair: Ceramic hybrid bearing replacement; cost approx. USD 1,500–2,500 with 3–6 month warranty (some providers up to 12 months).
Do-it-yourself: Not recommended. Requires cleanroom and balancing equipment. Very high risk of premature failure.
4. Typical Repair Procedure (Third-Party Example)
Disassemble the pump in a cleanroom.
Remove the damaged bearings using specialized tools.
Install new ceramic hybrid bearings.
Perform rotor balancing and calibration.
Clean and reassemble the pump.
Test vacuum performance under extended operation.
5. Conclusion
Bearing damage is the most common mechanical failure in turbomolecular pumps. Professional repair can restore full performance, but warranty length and cost vary significantly depending on service channels.
VI. Conclusion
The Agilent TwisTorr 84 FS turbomolecular pump is a high-speed, clean, and reliable vacuum solution. Correct installation, calibration, preventive maintenance, and troubleshooting are essential for long-term stable operation.
Bearing failure is the most frequent fault and requires professional service. Users should carefully evaluate factory vs third-party repair depending on cost, warranty, and equipment requirements.
By following this guide, users can significantly extend pump lifetime, reduce downtime, and ensure high-quality vacuum performance for scientific and industrial applications.