Do you have surplus or second-hand industrial control products lying around, such as VFDs, PLCs, touch screens, servo systems, CNC systems, robots, instruments, sensors, or control panels? Longi Electromechanical is here to help you monetize your inventory quickly and efficiently, regardless of its condition or age.
With over 20 years of experience in the industry, Longi Electromechanical has built a reputation for integrity, fair dealing, and conscientious management. We take every transaction seriously and strive to offer the best possible prices to our partners.
Our procurement process is designed to be fast, convenient, and secure. We follow strict principles of confidentiality and security, ensuring that your transactions are handled with the utmost care. We offer cash payments and can even estimate a reasonable acquisition price online through pictures or videos provided by you.
Whether you prefer logistics collection, online payment, or face-to-face transactions, we’re here to accommodate your needs. So why wait? Contact Longi Electromechanical today and start accelerating your capital recovery with our high-price cash recovery services for used industrial control products!
Longi Electromechanical: Your Trusted Partner for Industrial Control Product Recycling.
Longi Electromechanical Company specializes in the repair of various types of ultrasonic equipment using advanced AI methods and a dedicated technical team. We offer component-level maintenance and can resolve common issues on the same day, minimizing downtime and maximizing customer productivity. With a vast experience of repairing over 2000 ultrasonic devices, we have honed our skills to handle a wide range of brands and models.
Produktion mit CNC-Maschine, Bohren und Schweißen und Konstruktionszeichnung im Industriebetrieb.
Contact Us: Phone/WhatsApp: +8618028667265
Key Services and Features:
Comprehensive Repair Solutions: From plastic hot plate welding machines to ultrasonic flaw detectors, we repair a diverse range of ultrasonic equipment.
Brand Expertise: We have experience with numerous brands, including Minghe, Changrong, Swiss RINCO, and many more, ensuring optimal performance restoration.
Warranty and Cost-Effectiveness: Repaired equipment comes with a one-year warranty for the same problem point, and our maintenance costs are competitive.
Quick Turnaround: We prioritize efficient repairs to get your equipment back in operation as soon as possible.
Types of Ultrasonic Equipment We Repair:
Plastic Welding Equipment: Ultrasonic welding machines, hot plate welding machines, multi-head ultrasonic welding machines, and more.
Metal Welding Equipment: Ultrasonic metal welding machines, spot welding machines, wire welding machines, and roll welding machines.
Automotive Welding Equipment: Door panel welding machines, interior part welding machines, instrument panel welding machines, and more.
Specialized Equipment: Ultrasonic flaw detectors, cutting machines, food cutting machines, tool heads, and various other ultrasonic devices.
Components and Parts: Ultrasonic vibrating plates, power boards, transducers, generators, and supporting tooling.
Common Faults We Address:
Cleaning water surface not vibrating
Debonding between vibrator and load
Mold head misalignment
No display on startup
Overload or overcurrent during welding
High current during testing
Insufficient or excessive welding heat
Vibrator leakage waves
Unresponsive buttons
Travel protection issues
Power adjustment problems
Insufficient ultrasonic intensity
Cracked transducer ceramic
Burned-out power tube
Voltage stabilization issues
Inductor and isolation transformer problems
Disconnected vibrator wire
Repair Principles:
Observe, Understand, Act: Begin by inquiring about the issue from frontline staff, checking for voltage fluctuations, and understanding the context before taking action.
Simple Before Complex: Rule out peripheral issues like the environment, electricity, load, raw materials, and molds before diving into more complex repairs.
Address Mechanical Issues First: Visible mechanical problems, such as mold issues, should be addressed before exploring electrical causes.
Trust Longi Electromechanical Company for reliable, efficient, and cost-effective ultrasonic equipment repair services. Contact us today to learn more about our services and how we can help keep your ultrasonic equipment running smoothly. WhatSapp:+8618028667265, Zalo:+8613922254854
Intelligent Precision Instrument Maintenance Base,Professional maintenance of various intelligent instruments and meters, phone/WhatsApp:+8618028667265, Mr. Guo;Zalo:+8613922254854
Longi Electromechanical specializes in repairing various imported intelligent precision instruments and meters, and has accumulated rich maintenance experience over the years, especially environmental testing instruments, electrical instruments, thermal instruments, acoustic and flow instruments, and electrical instruments. Environmental testing instruments, thermal instruments, acoustic and flow instruments, We can quickly repair radio instruments, length instruments, environmental testing equipment, quality inspection instruments, etc. Different instruments have different characteristics and functions, and their circuits and structures are also different. Even for the same instrument, if there are different faults, repairing them is still a different solution. Rongji Company has numerous high-end maintenance engineers equipped with artificial intelligence AI detection instruments, which can provide you with multi-dimensional solutions to various tricky instrument problems.
Over the years, Longi Electromechanical has repaired instruments including but not limited to:
Spectrum analyzers, network analyzers, integrated test instruments, 3D laser scanners, noise figure testers, receivers, telephone testers, high and low-frequency signal sources, audio and video signal analyzers, constant temperature and humidity chambers, thermal shock chambers, simulated transport vibration tables, mechanical vibration tables, AC grounding impedance safety testers, safety comprehensive analyzers, withstand voltage testers, battery internal resistance testers, high-precision multimeters, precision analyzers, gas and liquid analyzers, metal detectors, LCR digital bridges, oscilloscopes, electronic loads, power meters, power analyzers, multimeters, DC power supplies, AC power supplies, CNC power supplies, variable frequency power supplies, and various communication power supplies.
We have repaired the following brands:
Chroma, ITECH, Tonghui, Agilent, Tektronix, Keysight, Fluke, Keithley, Rohde & Schwarz, Lecroy, Anritsu, Rigol, and many more.
Longi Electromechanical strives to provide comprehensive repair services for a wide range of instruments and equipment, ensuring that our customers’ devices are restored to optimal performance.
Longi maintenance engineers possess over twenty years of experience in instrument repair. We have multiple engineers who excel in repairing imported precision instruments. The team works together, enabling faster troubleshooting and quick resolution of complex issues while improving the repair rate of instruments.
Spare parts are fundamental to successful repairs. Many imported instruments and meters require specialized components that cannot be easily replaced with generic market parts. Rongji Electromechanical maintains a long-term stock of electronic components for various instruments, ensuring their availability when needed.
Documentation and manuals are also crucial tools for ensuring rapid repairs. Accessing these resources allows for quick research and analysis of faults, enabling engineers to quickly identify the repair priorities. Longi Electromechanical has a long history of collecting specifications for various brands and models of instruments, greatly aiding in the repair process.
The intelligent instruments that have been carefully repaired by us can generally continue to be used for about 5 years. We promise that when the same malfunction occurs again, our repair service will provide a one-year warranty service.
Global Touch Screen Repair Services: Expert Maintenance for All Your Touch Screen Needs
Touch screens have become an integral part of our daily lives, revolutionizing the way we interact with machines in various industries including industrial, commercial, and medical fields. These versatile devices come in different forms such as resistive, capacitive, infrared, and ultrasonic screens, each serving unique purposes. However, due to their frequent use and delicate glass structure, touch screens are prone to damage, particularly to the outer touch surface known as the “touchpad.”
For over two decades, Rongji Electromechanical Maintenance has been a trusted name in the touch screen repair industry. With extensive experience in handling touch screens across diverse sectors, we specialize in repairing both resistive and capacitive screens used in automobiles and other critical applications. Our expertise ensures that your touch screens are restored to optimal functionality, minimizing downtime and maximizing efficiency.
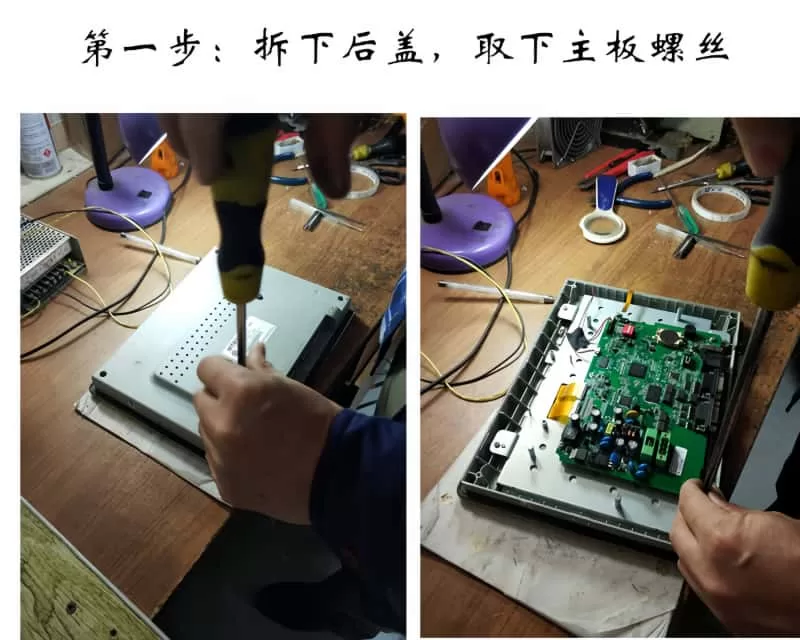
The Repair Process: A Step-by-Step Guide
Disassembly and Inspection: We begin by carefully removing the back cover and motherboard screws of the touch screen. This step allows us to access the internal components and assess the extent of the damage.
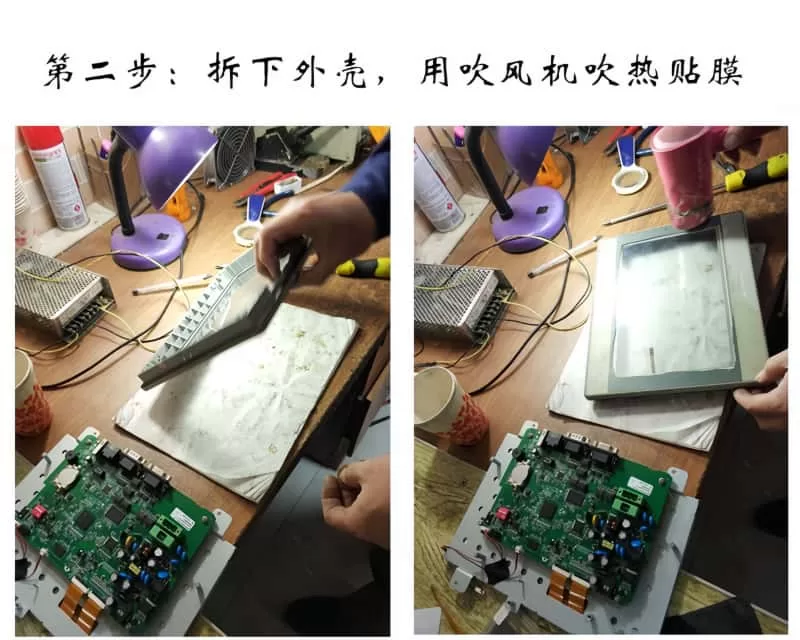
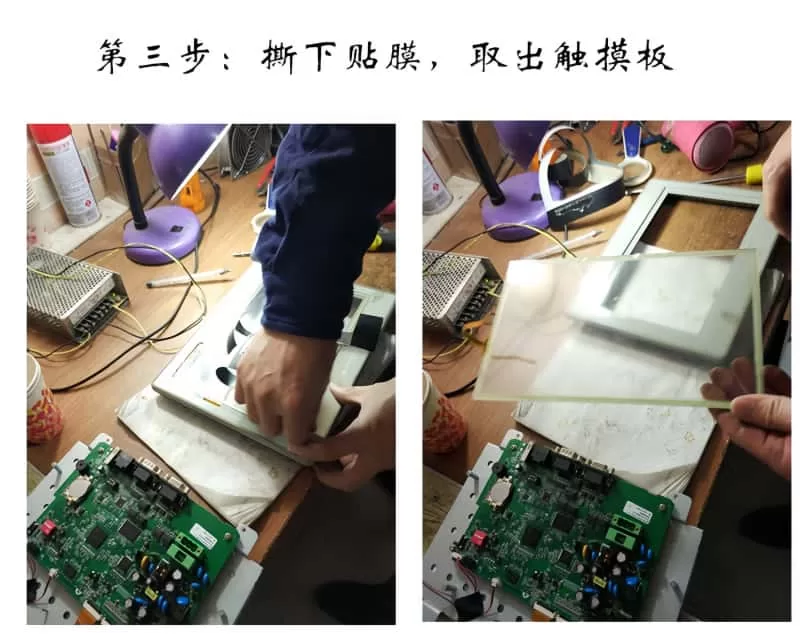
Heating and Peeling: Our skilled technicians use a hair dryer to gently heat the film adhering to the touch screen. This softens the adhesive, making it easier to peel off the outer layer without causing further damage.
Touchpad Replacement: Once the old touchpad is removed, we replace it with a high-quality touchpad from our inventory. Longi Electromechanical Company has reverse-engineered various touch screen models, ensuring that our replacement parts are fully compatible with the original equipment.
Reassembly: We apply double-sided tape to the touch screen border and securely attach the new touchpad. This ensures a perfect fit and optimal performance.
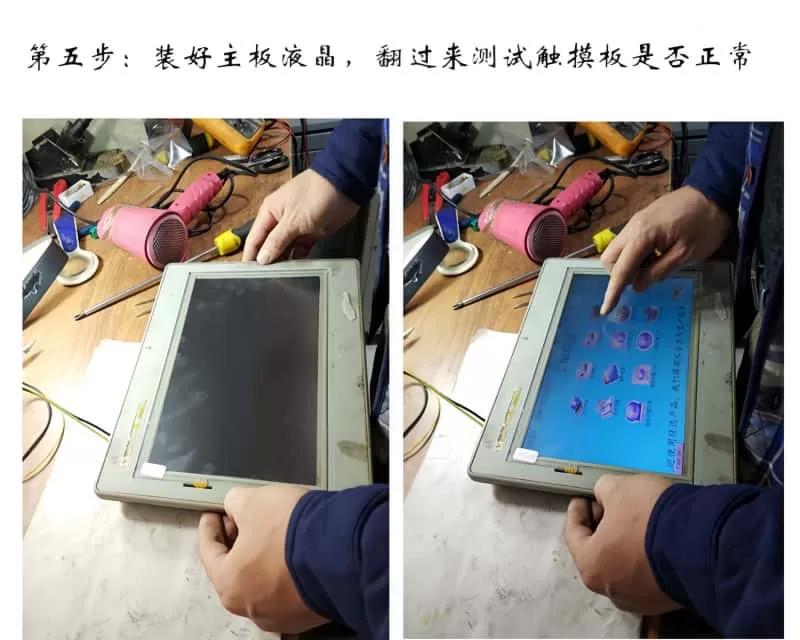
Testing and Fine-Tuning: With the new touchpad in place, we reinstall the motherboard and LCD, then flip the unit over to test its functionality. Our rigorous testing process ensures that the touch screen operates smoothly and accurately.
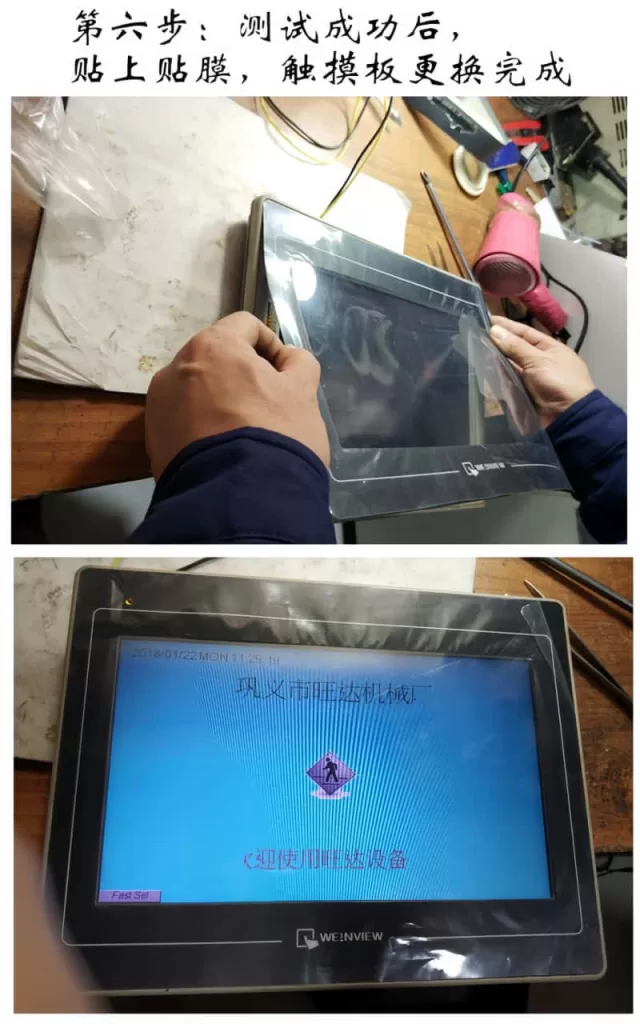
Final Assembly and Quality Check: After successful testing, we apply a protective film to the touch screen and reassemble the unit. A final quality check is performed to ensure that the repair meets our high standards.
Addressing Complex Issues
In addition to touchpad replacements, we also handle more complex issues such as circuit failures and software problems. Our team uses professional software analysis and hardware processing techniques to diagnose and repair these issues, ensuring that your touch screen is fully restored to its original state.
Our Repair Services Cover a Wide Range of Brands
At Rongji Electromechanical Company, we have repaired touch screens from numerous brands including Siemens, Proface, Mitsubishi, Fuji, Panasonic, OMRON, and many more. Our extensive experience and expertise enable us to provide reliable repair services for a wide variety of touch screen models.
Common Touch Screen Problems We Solve
Unresponsive Touch Screen: If your touch screen is visible but cannot be touched or clicked, it may be due to a faulty touch panel. Our experts can replace the panel to restore functionality.
No Display: If your touch screen does not display anything and the indicator lights are off, it could be a power supply issue. We can diagnose and repair the problem to get your touch screen back up and running.
Black Screen: If your touch screen functions but displays a black screen, it may be due to a burned-out backlight tube. We can replace the tube to restore the display.
Distorted Image or Abnormal Colors: Issues with the LCD or connecting cables can cause distorted images or abnormal colors. Our technicians can diagnose and repair these issues to ensure clear and accurate display.
Communication Errors: If your touch screen displays a communication error and responds slowly to touch, it may be due to issues with the PLC or other connected devices. We can troubleshoot and repair the connection to ensure smooth communication.
Choose Rongji Electromechanical Maintenance for reliable and professional touch screen repair services. Contact us today to learn more about our services and how we can help you keep your touch screens in optimal condition.WhatSapp:+8618028667265 ;Zalo:+8613922254854
Global Servo CNC maintenance center,Professional maintenance of servo CNC systems
Remember to contact Longi Electromechanical for any issues with servo and CNC systems!
Servo systems differ from VFDs in that they offer higher precision and typically come with delicate encoders. Servo motors are synchronous motors with magnets inside, and if not handled carefully during disassembly and assembly, their original performance may not be restored. Additionally, different servo drivers cannot be used interchangeably with other servo motors. This means that during the repair of a servo driver, a corresponding servo motor and cable plug are required for proper testing. Similarly, repairing a servo motor also requires a matching servo driver for testing, which can pose challenges for many maintenance personnel.
As for CNC (Computer Numerical Control) systems, most are embedded industrial computer types with closed control systems. Each manufacturer has its own design ideas, programming methods, wiring, and communication architectures, making them incompatible with one another.
Longi Electromechanical Company has designed various styles of servo and CNC maintenance test benches to test the working conditions of different CNC systems, servo drivers, or servo motors. When servo systems encounter issues such as no display, phase loss, overvoltage, undervoltage, overcurrent, grounding, overload, module explosion, magnet loss, parameter errors, encoder failures, communication alarms, etc., the corresponding platform can be used to test and diagnose the problem.
Repair Hotline: +8618028667265 Mr. Guo; Zalo:+8613922254854
After resolving these issues, the servo system also needs to undergo a simulated load test to avoid problems such as overcurrent under load conditions, even if it performs well under no-load conditions. This ensures that the servo system is fully functional and ready for use in actual applications.
For the CNC system, it is also necessary to conduct simulated operation before normal delivery to avoid any discrepancy with the on-site parameters. Currently, Rongji Electromechanical possesses hundreds of servo and CNC test benches, which can quickly identify problem areas and promptly resolve issues. With these advanced testing facilities, Longi Electromechanical ensures the smooth operation and reliability of the repaired equipment.
The Servo and CNC Repair Center established by Longi Company currently has over 20 skilled and experienced maintenance engineers who specialize in providing repair services for different brands and specifications of servo and CNC systems. They implement tailored repair solutions for different maintenance projects, ensuring efficient and high-quality service for customers. By helping customers save valuable production time and reducing their maintenance costs, Rongji truly cares about the urgent needs of its customers and strives for common development and progress together.
We have repaired the following brands of servo and CNC systems:
Servo Systems
Lenze Servo Systems
Siemens Servo Systems
Panasonic Servo Systems
Eurotherm Servo Systems
Yaskawa Servo Systems
Fuji Servo Systems
Delta Servo Systems
Omron Servo Systems
Fanuc Servo Systems
Moog Servo Systems
TECO Servo Systems
Norgren Servo Systems
SSB Servo Drive Systems
Hitachi Servo Systems
Toshiba Servo Systems
Denso Servo Systems
Parvex Servo Systems
CNC Systems
Mitsubishi Servo Systems
Sanyo Servo Systems
Mitsubishi CNC (MITSUBISHI)
Fanuc CNC (FANUC)
Siemens CNC (SIEMENS)
Brother CNC (BROTHER)
Mazak CNC (MAZAK)
GSK (Guangzhou Numerical Control)
Huazhong Numerical Control
Fagor CNC
Heidenhain
Haas CNC
NUM (France)
Hurco (USA)
KND (Beijing KND Technology Co., Ltd.)
Leadshine
Syntec
Shenyang Machine Tool i5 *凯恩帝 (KND)
Note: Some of the brand names mentioned may be trademarks or registered trademarks of their respective owners. The listing here is for informational purposes only and does not imply any affiliation or endorsement by Rongji Electromechanical or any of the mentioned brands.
Machine Tool Brands
(1) European and American Machine Tools:
Gildemeister
Cincinnati
Fidia
Hardinge
Micron
Giddings
Fadal
Hermle
Pittler
Gleason
Thyssen Group
Mandelli
Sachman
Bridgeport
Hueller-Hille
Starrag
Heckert
Emag
Milltronics
Hass
Strojimport
Spinner
Parpas
(2) Japanese and Korean Machine Tools:
Makino
Mazak
Okuma
Nigata
SNK
Koyo Machinery Industry
Hyundai Heavy Industries
Daewoo Machine Tool
Mori Seiki
Mectron
(3) Taiwanese and Hong Kong Machine Tools:
Hardford
Yang Iron Machine Tool
Leadwell
Taichung Precision Machinery
Dick Lyons
Feeler
Chen Ho Iron Works
Chi Fa Machinery
Hunghsin Precision Machinery
Johnford
Kaofong Industrial
Tong-Tai Machinery
OUMA Technology
Yeongchin Machinery Industry
AWEA
Kaoming Precision Machinery
Jiate Machinery
Leeport (Hong Kong)
Protechnic (Hong Kong)
(4) Chinese Mainland Machine Tools:
Guilin Machine Tool
Yunnan Machine Tool
Beijing No.2 Machine Tool Plant
Beijing No.3 Machine Tool Plant
Tianjin No.1 Machine Tool Plant
Shenyang No.1 Machine Tool Plant
Jinan No.1 Machine Tool Plant
Qinghai No.1 Machine Tool Plant
Changzhou Machine Tool Factory
Zongheng International (formerly Nantong Machine Tool)
Dahe Machine Tool Plant
Baoji Machine Tool Plant
Guilin No.2 Machine Tool Plant
Wanjia Machine Tool Co., Ltd.
Tianjin Delian Machine Tool Service Co., Ltd.
Note: The list provided above is comprehensive but not exhaustive. Machine tool brands and manufacturers are constantly evolving, and new players may have emerged since the compilation of this list. Always refer to the latest industry updates for the most accurate information.
“Longi Electromechanical” has more than 20 years of experience in industrial control maintenance, and is one of the earliest companies engaged in VFD repair. Equipped with artificial intelligence AI maintenance instruments, it specializes in emergency repair of various equipment, with high technical efficiency. It has repaired more than 200,000 units of equipment, including ultrasonic, robot, charging pile, inverter,Variable Frequency Drive (VFD), touch screen, servo, intelligent instrument, industrial control machine, PLC and other products. General problems can be repaired on the same day. LONGI promises you that “if it can’t be repaired, we won’t charge you”. And it provides lifelong maintenance service and free technical consultation for inspection! For urgent repair consultation, please call the contact number or add WHATSAPP maintenance hotline: +8618028667265 Mr. Guo;Zalo:+8613922254854
From European and American brands to Japanese, Korean, and Taiwanese ones, until various domestic brands, we have repaired countless models and specifications of VFDs. In the process of serving our customers, we have continuously learned and accumulated maintenance experience to enhance our skills. We specialize not only in repairing VFDs but also in summarizing various maintenance experiences, elevating them to a theoretical level. We have published the book “VFD Maintenance Technology” and offered VFD maintenance training, thereby promoting the development of the VFD maintenance industry. Longi Electromechanical Company has repaired VFDs from the following brands:
Other brands: Migao VFD, Rongqi VFD, Kaiqi VFD, Shiyunjie VFD, Huichuan VFD, Yuzhang VFD, Tianchong VFD, Rongshang Tongda VFD, LG VFD, Hyundai VFD, Daewoo VFD, Samsung VFD, etc.
Longi Electromechanical Company specializes in the maintenance of VFDs and strictly requires its engineers to followlow standard operating procedures. Upon receiving a unit, the engineers carefully inspect its exterior and clarify any fault conditions with the customer before beginning work. Any removed circuit boards are cleaned using ultrasonic cleaning equipment. Repaired circuit boards are coated with high-temperature and high-pressure-resistant insulating paint, dried in a drying machine, and then reinstalled in the VFD, with measures taken to prevent corrosion and interference.
The repaired VFD will undergo a simulated operation with load using a heavy-load test bench to avoid any potential issues that may arise under actual load conditions on site.
When it comes to VFD maintenance, most cases are related to the equipment on site. Sometimes a standalone unit may have been repaired, but it doesn’t work properly when installed on site. In some cases, the problem lies with the system rather than the VFD itself. For such issues, if the customer requests on-site service, we will do our utmost to resolve the problem for them. If the location is far away, such as in another province, we can use tools like video conferencing and phone calls to allow our engineers to remotely diagnose and resolve the on-site issues for the customer.
As a professional company engaged in the sales and services of second-hand industrial control products, we are committed to providing high-quality and performance-oriented second-hand industrial control products to help customers improve production efficiency and reduce costs. The company was founded in 2000 and has gradually become a leading supplier of second-hand industrial control products in the industry through years of development.
Our product range is diverse, including second-hand frequency converters, PLCs, servo drivers, servo motors, industrial touch screens, instruments and meters. These products have undergone strict selection and testing to ensure that their performance and reliability meet the expectations of customers. We believe that these products will be able to meet your various needs and bring huge value to your industrial automation process.
In terms of technical services, we promise to provide customers with comprehensive engineering technical services. Whether you encounter any problems in the process of purchasing products or technical difficulties during operation, we will provide you with timely and professional support. Our technical team will provide you with the most appropriate solution based on your specific situation to ensure the smooth implementation of your project.
To ensure the reliable quality of the products purchased by customers, we provide a three-month warranty service. During the warranty period, if the product has a quality problem, we will provide free maintenance or replacement services for you. Our warranty service aims to allow customers to purchase and use with confidence, making your purchasing experience more pleasant.
If you have any questions or needs about our products or services, please feel free to contact us. You can contact us through telephone, email or visiting our office address. We will serve you wholeheartedly and look forward to cooperating with you.
In conclusion, as a professional second-hand industrial control product company, we use high-quality products, perfect services, and reliable warranties to accompany your industrial automation process. We believe that cooperating with us will be a wise choice for you, and we will do our best to help you achieve your business goals.
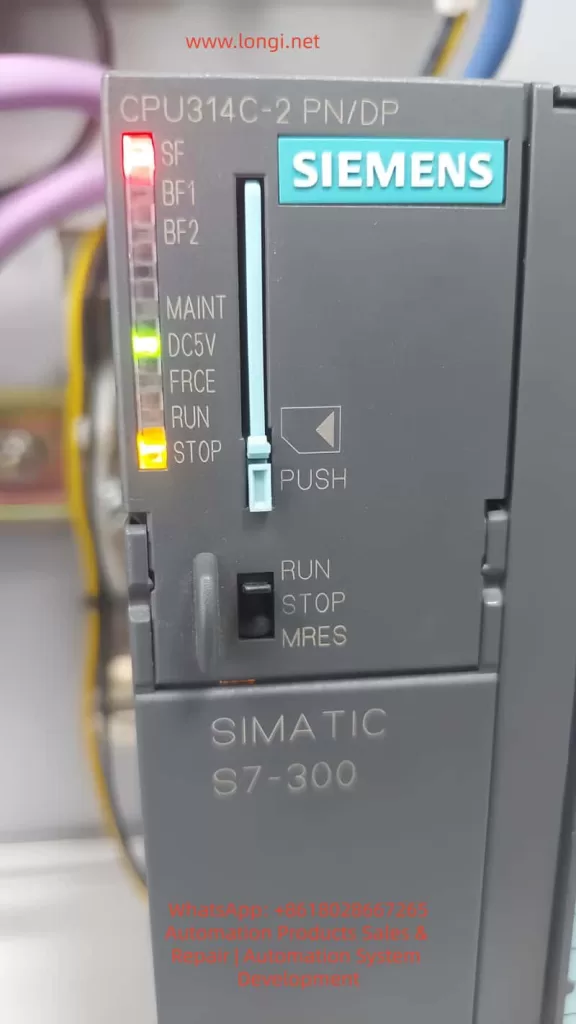
In industrial automation, PLCs (Programmable Logic Controllers) are core control devices. The Siemens S7-300 PLC series is widely used in various automation production lines and control systems. As system complexity and communication protocols increase, communication issues between the PLC and connected devices have become common faults. This article will detail the common communication faults encountered during the use of Siemens S7-300 PLCs, including error diagnostics, clearing the error buffer, restarting communication, and common network configuration issues, while providing specific troubleshooting steps.
2. Common Communication Faults Analysis
Siemens S7-300 PLCs often need to exchange data with other devices in industrial automation systems, such as HMIs (Human-Machine Interfaces), remote I/O modules, variable frequency drives, sensors, etc. The following are some common types of communication faults and their analysis:
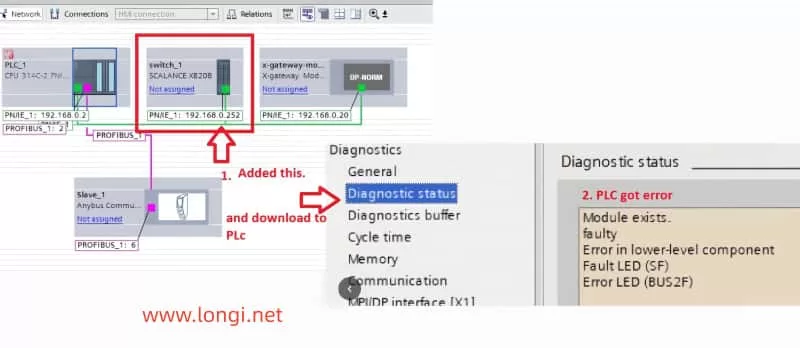
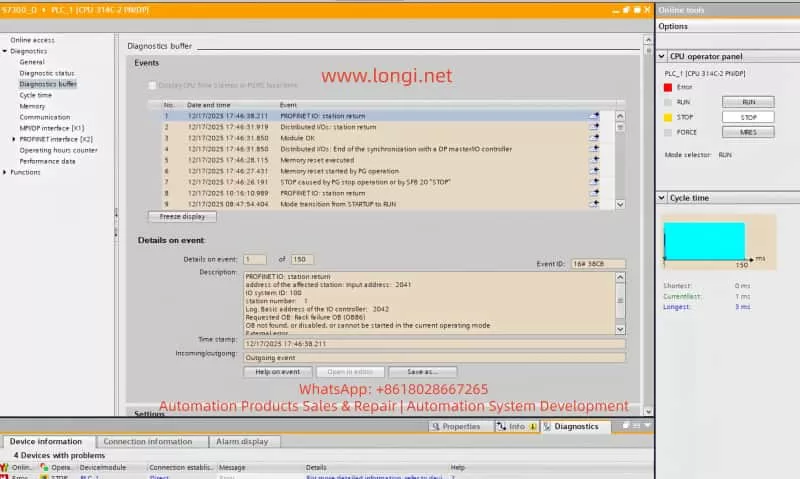
PROFINET Communication Errors When using PROFINET for device interconnection, communication between the PLC and network devices may be interrupted or erroneous. A common error is “PROFINET: station return,” which typically indicates that the device did not respond as expected, possibly due to incorrect IP address settings, network cable issues, or improper device configuration.
BUS2F Bus Fault When the SF (System Fault) indicator on the PLC lights up red, it typically indicates a communication issue on the PROFIBUS or PROFINET bus. Common causes include module mismatch, hardware failure, or address conflicts.
I/O Module Unresponsiveness In complex systems, communication errors between the PLC and I/O modules can prevent the I/O modules from responding correctly. Diagnostic information often shows “Distributed I/O: station return,” indicating that a module failed to synchronize correctly.
3. Diagnostic Steps and Solutions
When encountering communication faults, follow these steps for diagnosis:
1. Check PLC Diagnostic Information
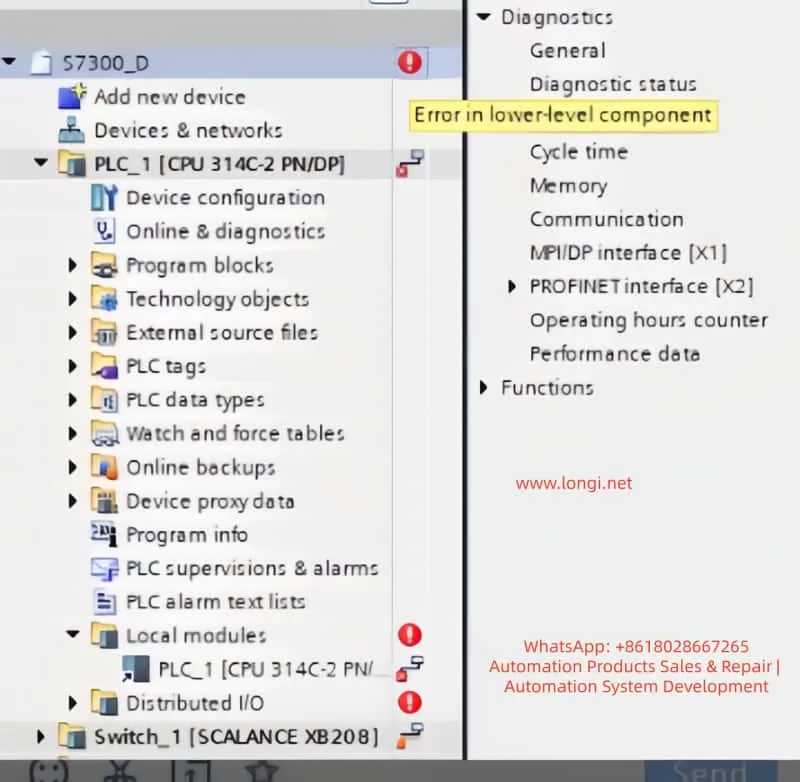
In TIA Portal, navigate to the Online and Diagnostics tab to view detailed diagnostic information for the PLC. This can help quickly identify fault codes and the affected devices. Key diagnostic steps include:
Open Diagnostic Status and observe the status of Fault LED and Error LED. If the BUS2F or SF indicator is red, it indicates a communication issue.
Access the Diagnostic Buffer to view detailed event logs. These logs will help pinpoint the root cause, such as network issues, module failures, or configuration errors.
2. Clear the Error Buffer
When communication errors occur, the first step is to clear the error buffer. This prevents the accumulation of obsolete error logs and ensures accurate diagnostics. Follow these steps:
In TIA Portal, select PLC_1 and navigate to the Diagnostics Buffer section.
In the diagnostic window, click the Clear button to remove previous error logs. This will clear the error state, making it easier to diagnose the current issue.
3. Restart PLC Communication
If clearing the error buffer doesn’t resolve the issue, try restarting the PLC communication. This can be done in two ways:
Restart PLC Operation: In TIA Portal, right-click the PLC and select “Restart” or “Stop/Start” options.
Manual Restart: If restarting from TIA Portal doesn’t work, press the RESET button on the PLC, or power cycle the PLC to restart it.
4. Check Device Connections and Network Configuration
The root cause of communication problems is often related to device connections or network configuration errors. Perform the following checks:
Check Device Connections: Ensure all devices (e.g., SCALANCE XB208, remote I/O modules, HMI) are correctly connected to the PLC and that network cables are not damaged.
Check IP Address Settings: Ensure that the PLC and all connected devices have correctly configured IP addresses and subnet masks. Address conflicts or incorrect settings are common causes of communication failures.
Network Topology: Verify that the network topology is correct, with all devices on the appropriate network segments, and ensure there are no loops or address conflicts.
5. Update Firmware
Firmware mismatches are another common cause of communication faults. After checking the hardware version of the devices, ensure that the firmware on both the SCALANCE XB208 and the PLC is compatible. If the firmware is outdated, update it by following these steps:
Access Device Management Interface: Log into the device’s web interface to view its firmware version.
Download and Install Updates: Visit Siemens’ website to download the latest firmware and perform the update. After updating, restart the device to apply the new firmware.
6. Test and Verify the Network
After completing all troubleshooting steps, network communication should be tested to ensure that it has been restored. Use the following methods to verify if the network is functioning properly:
Use TIA Portal’s diagnostic tools to perform network tests and check whether the communication between the PLC and other devices has been restored.
Ping the PLC and devices using the ping command to test network connectivity.
4. Conclusion
PLC communication problems are common in industrial automation, especially in systems involving multiple devices and complex networks. Through systematic troubleshooting steps, users can effectively diagnose and resolve common PROFINET and PROFIBUS communication issues. Clearing the error buffer, restarting communication, checking device connections, and updating firmware are key steps in resolving communication faults.
This article provides detailed steps for troubleshooting communication issues in Siemens S7-300 PLCs, and aims to help users restore normal operation and improve system reliability and stability.
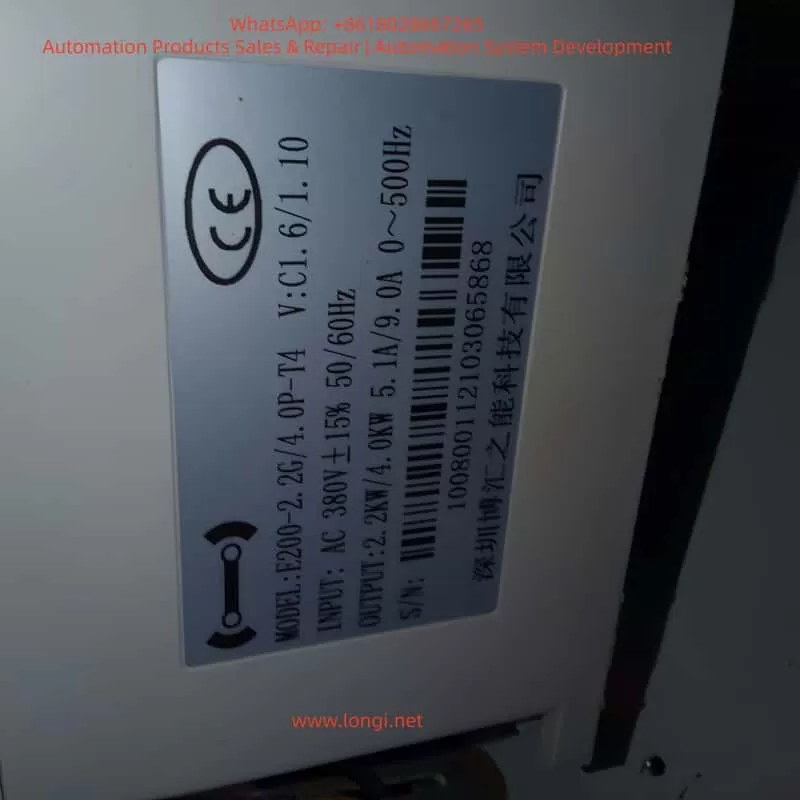
The Bohui E200 series Variable Frequency Drive (VFD) is a high-performance, reliable vector control inverter widely used in industrial automation, including fans, pumps, textile machinery, machine tools, packaging, and food processing. It supports VF control, open-loop vector control, and closed-loop vector control, and features PLC functionality, PID control, multi-speed operation, and high-speed pulse input.
This guide provides a detailed explanation of the E200 series operation panel, parameter settings, external control wiring, and fault troubleshooting to help users efficiently operate and maintain the device.
2. Operation Panel Overview
2.1 Panel Buttons and Functions
The E200 series VFD operation panel includes the following buttons:
Button
Function
RUN
Starts the VFD.
STOP/RESET
Stops the VFD or resets faults.
MODE
Switches between parameter setting and monitoring modes.
UP/DOWN
Adjusts parameter values or navigates menus.
ENTER
Confirms parameter settings or enters submenus.
JOG
Used for jog operation or command source switching.
2.2 Display Screen Functions
The display screen shows real-time data, including:
Running frequency
Set frequency
Bus voltage
Output current
Fault codes
Users can customize the display content via F0-00 (Menu Mode Selection).
3. Parameter Settings and Management
3.1 Restoring Factory Default Settings
To reset all parameters to factory defaults:
Press MODE to enter parameter setting mode.
Navigate to F0-47 (Parameter Initialization).
Set F0-47 = 1001 to restore factory settings (excluding motor parameters).
Set F0-47 = 1002 to reset recorded information.
Press ENTER to confirm. The VFD will restart automatically.
3.2 Setting and Removing Password Protection
To prevent unauthorized parameter changes, the E200 supports password protection:
Setting a Password
Enter F0-46 (Password Setting).
Set a non-zero value (e.g., 1234).
Confirm with ENTER. The password will be required to access parameters.
Removing a Password
Enter F0-46.
Set the value to 0.
Confirm with ENTER. Password protection will be disabled.
3.3 Parameter Access Restrictions
The E200 allows different access levels via F0-44 (Parameter Access Level):
Level
Access Permission
0
No restrictions.
1
Basic parameter modifications only.
2
Most parameter modifications allowed.
3
Monitoring only (no modifications).
4
Fully locked.
Steps to Set Access Level:
Enter F0-44.
Select the desired level (0~4).
Confirm with ENTER.
4. External Terminal Control and Speed Adjustment
4.1 External Terminal Forward/Reverse Control
The E200 supports forward and reverse control via external terminals.
Wiring Terminals
X1: Forward run (default function).
X2: Reverse run (requires configuration).
COM: Common terminal.
Parameter Settings
Enter F5-00 (X1 Input Function Selection) and set to 1 (Forward Run).
Enter F5-01 (X2 Input Function Selection) and set to 2 (Reverse Run).
Ensure F0-02 (Run Command Channel Selection) is set to 1 (Terminal Control).
Wiring Example:
Connect an external switch or PLC output to X1 and X2, with COM as the common terminal.
4.2 External Potentiometer Speed Control
The E200 supports speed adjustment via an external potentiometer (010V or 420mA).
Wiring Terminals
AI1: Analog input terminal (default 0~10V).
+10V: Reference voltage output.
ACM: Analog common terminal.
Parameter Settings
Enter F0-03 (Main Frequency Source Selection) and set to 2 (AI1).
Configure F5-24~F5-27 to set the AI1 input range (e.g., 010V corresponds to 050Hz).
Ensure F0-02 (Run Command Channel Selection) is set to 1 (Terminal Control).
Wiring Example:
Connect the potentiometer to AI1 and ACM, and use +10V as the reference voltage.
5. Fault Codes and Troubleshooting
The E200 displays fault codes on the screen or via U0-62 (Current Fault Code). Below are common faults and solutions:
Fault Code
Fault Name
Possible Cause
Solution
OC1
Acceleration Overcurrent
Short acceleration time, excessive load
Increase acceleration time (F0-10), check load
OC2
Deceleration Overcurrent
Short deceleration time, high inertia
Increase deceleration time (F0-11), add braking resistor
OU1
Acceleration Overvoltage
High supply voltage, insufficient braking
Check power supply, add braking unit
LU
Undervoltage Fault
Low supply voltage
Check power supply stability
OL2
Motor Overload
Motor overheating, excessive load
Check motor cooling, reduce load
IPL
Input Phase Loss
Missing input phase
Check input power wiring
ETF
External Fault
External fault signal
Check external control wiring
CoF
Communication Fault
Communication line issue
Check communication interface and wiring
Troubleshooting Steps:
Check U0-62 for the fault code.
Refer to the table above to identify the cause.
Take corrective action.
Press STOP/RESET to clear the fault after resolution.
6. Conclusion
The Bohui E200 series VFD is a powerful and flexible device suitable for various industrial applications. This guide covers operation panel functions, parameter settings, external control wiring, and fault troubleshooting to help users operate the VFD efficiently.
— From Application Error to Power Management Failure**
1. Background: Mastersizer Software Fails with an Application Exception
The Malvern Mastersizer series (including Mastersizer 2000 and Mastersizer 3000) is widely used in laboratories for laser diffraction particle size analysis. The system combines high-precision optics, detectors, embedded electronics, and complex software layers running on a Windows platform.
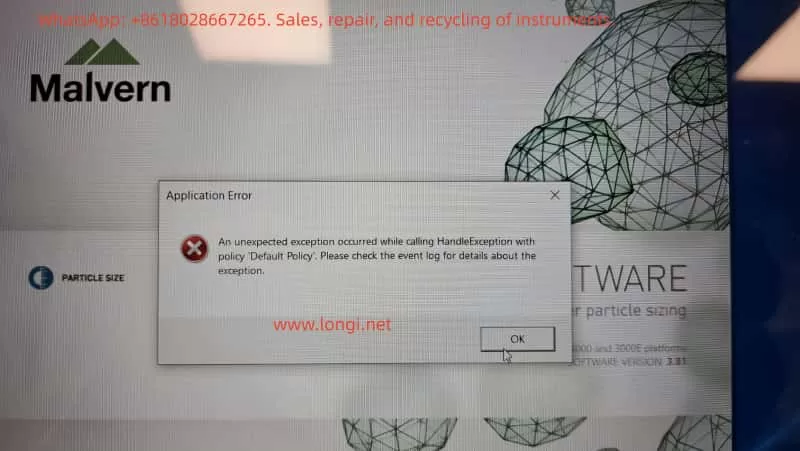
In this case, the customer reported that the Mastersizer software fails to start and displays the following message:
Application Error An unexpected exception occurred while calling HandleException with policy “Default Policy”. Please check the event log for details about the exception.
Key characteristics of the issue include:
The software does not enter the main operating interface
The error is generic and non-descriptive
The message explicitly refers to Windows Event Logs
Reinstalling Windows does not resolve the problem
This type of error is frequently misdiagnosed as a corrupted installation or a simple software incompatibility. However, as shown in this case, the true cause lies deeper.
2. A Common Misconception: “Reinstalling Windows Fixes Everything”
From an engineering perspective, the statement:
“The operating system has been reinstalled, but the error remains”
is extremely important.
A clean OS installation normally eliminates:
Damaged system files
Registry corruption
Malware or residual software conflicts
User-level configuration issues
When a problem persists after a full OS reinstall, it strongly indicates that:
The fault is not at the Windows installation layer.
This observation immediately shifts the diagnostic focus toward:
Hardware state
Power management
Low-level system services
Firmware or driver–hardware interactions
3. Event Viewer Analysis: Useful Evidence or a Red Herring?
3.1 Logs Provided by the Customer
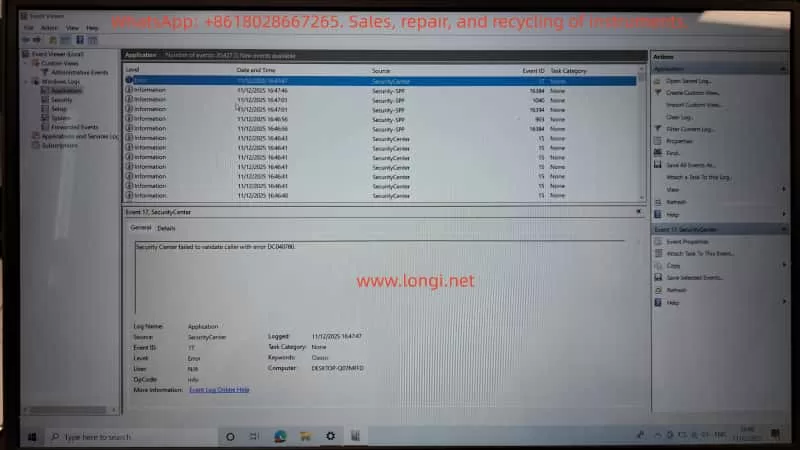
The customer followed instructions and provided multiple screenshots from Windows Event Viewer, specifically:
Windows Logs → Application
Sources observed:
SecurityCenter
Security-SPP (Software Protection Platform)
Notable entries included:
Event ID 17 – SecurityCenter Security Center failed to validate caller with error DC040780
Event ID 903 – Security-SPP The Software Protection service has stopped
Multiple informational events regarding:
Defender / McAfee status changes
Software Protection service restarts
3.2 Do These Logs Explain the Mastersizer Crash?
From a professional diagnostic standpoint, the answer is:
No — not directly.
Reasons:
Source mismatch Mastersizer-related crashes usually appear under:
.NET Runtime
Application Error
Vendor-specific modules
None of the provided logs reference the Mastersizer application itself.
Severity mismatch Most entries are Information level events. A software crash severe enough to block startup typically produces a clear Error or Critical event tied to the executable or runtime.
Causal mismatch Windows Security Center or Software Protection state changes alone do not cause a specialized instrument control application to fail consistently on a fresh OS.
Conclusion: These logs indicate system instability, but they are symptoms, not the root cause.
4. The Critical Clue: Laptop Battery Stuck at 1% Charge
During troubleshooting, the customer added an apparently unrelated detail:
“The laptop is stuck on 1% charge.”
From an engineering perspective, this is not a minor issue. It is a high-value diagnostic signal.
5. Power Engineering Perspective: Why 1% Battery Matters
5.1 What “Stuck at 1%” Usually Means
A laptop permanently stuck at 1% charge typically indicates one or more of the following:
Severely degraded battery
High internal resistance
Battery Management System (BMS) limiting output
Battery effectively unusable as a power buffer
Power management or EC firmware issues
Embedded Controller (EC) in protection mode
Incorrect power state reporting
System forced into extreme low-power operation
CPU frequency throttled
USB power current limited
Peripheral initialization restricted
This is not just a battery indicator problem — it represents a global system power constraint.
5.2 Why This Directly Affects Malvern Mastersizer
The Mastersizer software is not a lightweight application. During startup, it performs:
Laser source initialization
Detector and photodiode communication
USB / PCIe hardware enumeration
License and security module validation
High-resolution timing and buffer allocation
All of these processes require:
Stable voltage rails
Predictable timing
Reliable peripheral power delivery
When a laptop operates in a forced low-power state:
Hardware initialization may time out
.NET runtime calls may fail unexpectedly
Driver-level calls may return invalid states
Exception handlers may be triggered without clear diagnostic messages
This combination often results in exactly the type of error observed:
“An unexpected exception occurred…”
6. Why Reinstalling Windows Cannot Fix This
This is the key engineering insight of the case.
A Windows reinstall cannot repair:
A failed battery
Power management IC faults
Embedded controller firmware states
Hardware-enforced power throttling
Even on a completely fresh OS, the system remains constrained by its physical power condition.
As a result:
Any hardware-intensive scientific instrument software may fail unpredictably, even on a clean system.
7. Correct Diagnostic and Recovery Procedure
Step 1: Eliminate Power as a Variable (Highest Priority)
Remove or bypass the faulty battery
Operate the laptop on a verified, original AC adapter
Or replace the battery with a known-good unit
Confirm stable charging above 80%
No further software troubleshooting should be performed until this step is completed.
Step 2: Retest Mastersizer Under Stable Power Conditions
Launch the Mastersizer software
Observe startup behavior
If the error disappears, the root cause is confirmed as power management failure
Only if the error persists should further logs be collected:
Windows Logs → Application
Look specifically for:
.NET Runtime
Application Error
Mastersizer-related modules
These logs provide actionable information at the software layer.
8. Practical Recommendations for Laboratories
For laboratories operating high-precision instruments:
Do not use laptops with degraded batteries as instrument controllers
Treat abnormal power behavior as a system-level fault, not a cosmetic issue
System stability is more critical than OS cleanliness
Instrument software errors are often hardware-condition dependent
9. Final Conclusion
This case demonstrates that:
The Mastersizer error is not a simple software bug
Event Viewer logs related to Security Center are secondary indicators
A laptop stuck at 1% battery is a strong and plausible root cause
Power instability can directly trigger non-descriptive application exceptions
Reinstalling Windows alone cannot resolve hardware-level constraints
True fault isolation requires understanding the full causal chain: Power → Hardware → OS Services → Drivers → Application.
10. Closing Remarks
Scientific instrument troubleshooting must go beyond surface-level symptoms. Only by integrating hardware engineering, power management, operating system behavior, and application architecture can accurate conclusions be reached.
In this case, the Mastersizer software did not “fail randomly” — it failed predictably under abnormal power conditions.
1. Introduction: Background of the Communication Error
The Malvern Mastersizer 2000 is one of the most widely deployed laser diffraction particle size analyzers worldwide. Its reputation is built on a stable optical system, mature algorithms, and long-term repeatability. However, as the instrument ages, a specific class of failures becomes increasingly common in field applications: loss of communication between the instrument and the host computer.
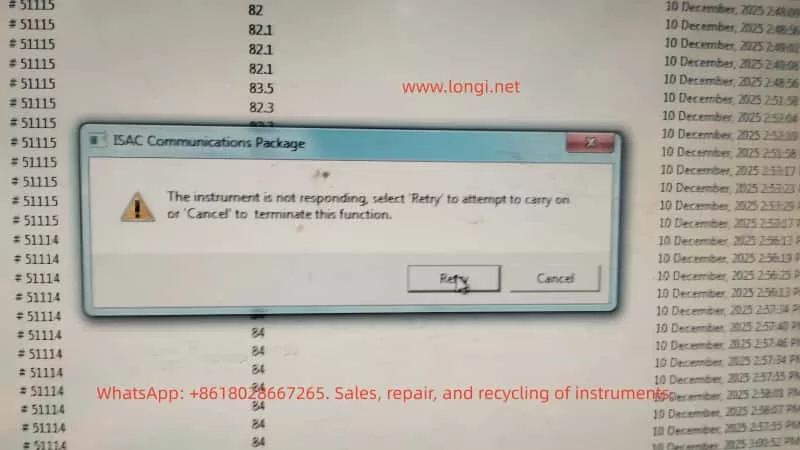
A typical software warning appears as:
ISAC Communications Package The instrument is not responding
From the user’s perspective, this message is often interpreted as a software crash or a temporary computer issue. From an engineering and maintenance standpoint, however, this error is a clear indicator of a system-level communication failure, involving hardware, power stability, and embedded control reliability rather than measurement parameters or optics.
This article provides a structured, engineering-level analysis of this failure mode in the Mastersizer 2000, focusing on root causes, diagnostic logic, and realistic repair considerations.
2. System Architecture Overview of Mastersizer 2000
Understanding this error requires a clear understanding of how the Mastersizer 2000 is architected at a system level.
The instrument can be divided into four major functional subsystems:
Host PC and Malvern control software
Communication layer (ISAC Communications Package)
Internal controller system (embedded control board)
Optical and fluid handling subsystems
The ISAC Communications Package is not merely an application layer component. It is responsible for:
Establishing and maintaining the communication session between PC and instrument
Periodic polling of instrument status (heartbeat mechanism)
Transmission of operational commands (start, stop, align, clean, measure)
Receiving and decoding status responses and operational data
When the software reports “Instrument is not responding”, the real meaning is:
The instrument failed to return a valid response within the defined communication timeout window
This indicates a failure somewhere along the communication and control chain, not a measurement error.
3. What This Error Is NOT
Before diagnosing the real cause, it is critical to eliminate several common misconceptions.
3.1 Not a Simple Software Crash
In many cases, background data logging continues even after the warning appears. This confirms that:
The Windows operating system is still running
The Malvern application itself has not crashed
The failure occurs at the communication interface or embedded control level
3.2 Not an Optical or Laser Failure
Failures related to lasers, detectors, or alignment typically result in:
Light intensity errors
Background measurement failures
Optical calibration errors
They do not directly cause a total communication timeout.
3.3 Not a Sample or Method Issue
Sample concentration, dispersion settings, pump speed, or measurement SOPs may affect results, but they do not cause the instrument controller to stop responding at the protocol level.
4. Engineering Interpretation of the Communication Failure
From a system engineering perspective, the error can be summarized as follows:
The host PC cannot complete a communication transaction with the instrument controller within the allowed time
The communication path is a serial chain:
PC software → OS USB stack → PC USB controller → USB cable → instrument USB interface → internal communication module → controller board MCU → response returned
Any instability along this chain will result in the same final symptom: Instrument not responding.
5. Root Causes in Mastersizer 2000 (Ranked by Probability)
5.1 Unstable USB Communication Path (Highest Probability)
This is the most common cause in aging Mastersizer 2000 units.
Typical symptoms:
Instrument is detected, but disconnects during operation
Retry sometimes works, sometimes fails
Behavior differs between computers
Connection drops after several minutes of runtime
Engineering causes:
Aging or poorly shielded USB cables
Use of USB extension cables or hubs
Fatigue or micro-cracks in the instrument USB connector solder joints
Degraded internal USB-to-serial communication module
If replacing the USB cable and connecting directly to a motherboard USB port improves stability, the issue is hardware-level communication reliability, not software.
5.2 Controller Board Marginal Operation
After long service life (typically >8–10 years), the controller board often enters a marginal operating state.
Typical symptoms:
Cold start works normally
Communication fails after warm-up
Power cycling temporarily restores operation
Underlying causes:
MCU operating near voltage tolerance limits
Increased ESR in electrolytic capacitors
Power rail ripple exceeding acceptable margins
Temperature-related timing instability
This class of failure is often misdiagnosed as intermittent software behavior but is fundamentally a hardware aging issue.
5.3 Internal Power Supply Degradation or Poor Mains Quality
This factor is especially common in regions with unstable mains power.
Contributing conditions:
Line voltage fluctuations
Lack of voltage regulation
Aging internal switching power supplies
Resulting behavior:
Momentary drops in 5 V or 3.3 V rails
Internal controller or communication module resets
PC reports communication timeout
The instrument may appear powered and operational while internally experiencing repeated micro-resets.
5.4 Operating System or Driver Environment (Low Probability)
This factor should only be prioritized when:
A new PC has been introduced
The operating system was recently reinstalled
Non-standard or unofficial software versions are used
In stable legacy systems, OS-level causes are relatively rare.
A professional diagnostic approach must be systematic and repeatable.
Step 1: Full Cold Reset
Shut down software
Power off instrument
Disconnect power for at least 5 minutes
Step 2: Minimize Communication Path
Replace USB cable
Eliminate USB hubs or extensions
Use rear motherboard USB ports
Step 3: Test with an Alternate Computer
Clean OS environment
No additional instrument drivers
Step 4: Idle Stability Test
Do not perform measurements
Maintain connection for at least 10 minutes
If communication still fails under these conditions, the fault can be confidently attributed to instrument-side hardware.
7. Repair and Commercial Considerations
From a third-party service and repair perspective, this fault class has clear implications:
It is not a user operation issue
Reinstalling software is rarely a true solution
In many cases, the instrument is repairable
Risk and cost must be evaluated at board level
Viable repair directions:
USB connector and communication module repair
Controller board power conditioning (capacitors, regulators)
Internal power supply refurbishment
Cases where repair is not recommended:
Severe multi-board corrosion
Controller MCU failure without replacement options
8. Conclusion
The error message “ISAC Communications Package – Instrument not responding” is not vague or generic. In the Mastersizer 2000, it represents a classic aging-related system-level failure involving communication stability and embedded control reliability.
The correct solution is not repeated retries or blind software reinstallation, but:
Understanding the communication architecture
Differentiating software symptoms from hardware causes
Making informed engineering and commercial repair decisions
In the field of modern industrial automation, servo systems are the core components for high-precision motion control, and their stability and reliability directly impact the efficiency and product quality of production lines. The SD700 series servo drives launched by Weichuang Electric have gained market recognition due to their excellent performance and wide applications. However, in actual operation, the ER.022 fault code, as a common system abnormality alert, poses a challenge to technicians. This article will provide a systematic technical guide for technicians from the aspects of definition, causes, diagnosis, solutions, and prevention.
I. Overview of the ER.022 Fault Code
1.1 Definition of the Fault Code
The ER.022 fault code in the Weichuang Servo SD700 series represents a “system and checksum anomaly,” indicating that the servo drive has detected inconsistencies in system parameters, data, or checksums during self-check or operation, which may be caused by software errors, hardware failures, or external interference.
1.2 Fault Phenomena
When the SD700 series servo drive experiences an ER.022 fault, it is usually accompanied by the following phenomena:
The fault indicator light on the drive panel illuminates, displaying the ER.022 error code.
The servo motor stops running and fails to respond to control commands from the host computer.
The drive may automatically enter a protective state.
II. Analysis of the Causes of the ER.022 Fault
2.1 Software Errors
Loss or Damage of System Parameters: Parameters may be lost or damaged during storage or transmission due to sudden power outages or electromagnetic interference.
Incompatibility of Firmware Versions: The firmware may be incompatible with the host computer software or other devices.
Software Defects: The servo drive software may have undiscovered defects or vulnerabilities.
2.2 Hardware Failures
Memory Failures: Non-volatile memories such as EEPROMs and Flash memories may age, be damaged, or have write errors.
Processor Failures: The CPU or DSP may operate abnormally due to overheating, voltage instability, or manufacturing defects.
Communication Interface Failures: Data transmission errors may occur due to poor contact, damage, or protocol mismatches in communication lines.
2.3 External Interference
Electromagnetic Interference: Electromagnetic interference may be generated by frequency converters, high-voltage cables, etc., in the surrounding environment.
Power Supply Fluctuations: Unstable power supplies may cause abnormal operation of internal circuits in the drive, such as voltage dips or surges.
III. Diagnostic Process for the ER.022 Fault
3.1 Preliminary Checks
Confirm Fault Phenomena: Check the fault indicator light and error code on the drive panel.
Check Power Supply: Use a multimeter to measure the input power supply voltage to ensure it is stable without fluctuations.
Check Communication Lines: Check the connection status of communication lines to ensure there are no loose or damaged parts.
3.2 In-Depth Diagnosis
View Fault Logs: View fault logs through the host computer software or drive panel.
Parameter Backup and Restoration: Back up parameters and then perform initialization operations to restore factory settings. Reconfigure parameters and observe whether the fault disappears.
Firmware Upgrade: Check and upgrade the firmware version.
Hardware Detection: Use professional testing tools to detect key components such as memories, processors, and communication interfaces.
IV. Solutions for the ER.022 Fault
4.1 Software Solutions
Parameter Initialization and Reconfiguration:
Back up parameters to an external storage device.
Perform initialization operations to restore factory settings.
Reconfigure parameters according to requirements and observe whether the fault disappears.
Firmware Upgrade:
Download the latest firmware file from the official website.
Burn the firmware using the host computer software or a dedicated programmer.
Restart the drive and observe whether the fault disappears.
4.2 Hardware Solutions
Replace Memory: If memory failure is suspected, try replacing the EEPROM or Flash memory and reconfigure parameters.
Replace Processor: If processor failure is confirmed, replace the entire drive or processor module and reconfigure parameters and upgrade the firmware.
Repair Communication Interface: Check the connection status of communication lines and replace the communication interface module or the entire drive.
4.3 Solutions for External Interference
Electromagnetic Shielding: Perform electromagnetic shielding treatment on the drive and surrounding equipment and use shielded cables for connections.
Stable Power Supply: Provide a stable and reliable power supply and use a UPS or voltage regulator to ensure power quality.
V. Preventive Measures and Routine Maintenance
5.1 Preventive Measures
Regular Parameter Backup: Regularly back up parameters for quick restoration.
Avoid Sudden Power Outages: Avoid sudden power outages during operation as much as possible.
Use Genuine Software: Ensure that genuine software and firmware from the official source are used.
5.2 Routine Maintenance
Cleaning and Dust Prevention: Regularly clean the drive and surrounding equipment to keep them clean and well-ventilated.
Check Connection Lines: Regularly check whether connection lines are properly connected without looseness or damage.
Monitor Operating Status: Monitor the operating status and parameter changes of the drive through the host computer software or drive panel to promptly detect and handle potential problems.
VI. Conclusion
The ER.022 fault, as a common system abnormality alert in the Weichuang Servo SD700 series, has causes involving software errors, hardware failures, and external interference. Through a systematic diagnostic process and solutions, technicians can effectively locate and solve the problem to ensure the stable operation of the servo system. Meanwhile, taking preventive measures and strengthening routine maintenance can reduce the probability of fault occurrence and improve the efficiency and product quality of production lines.
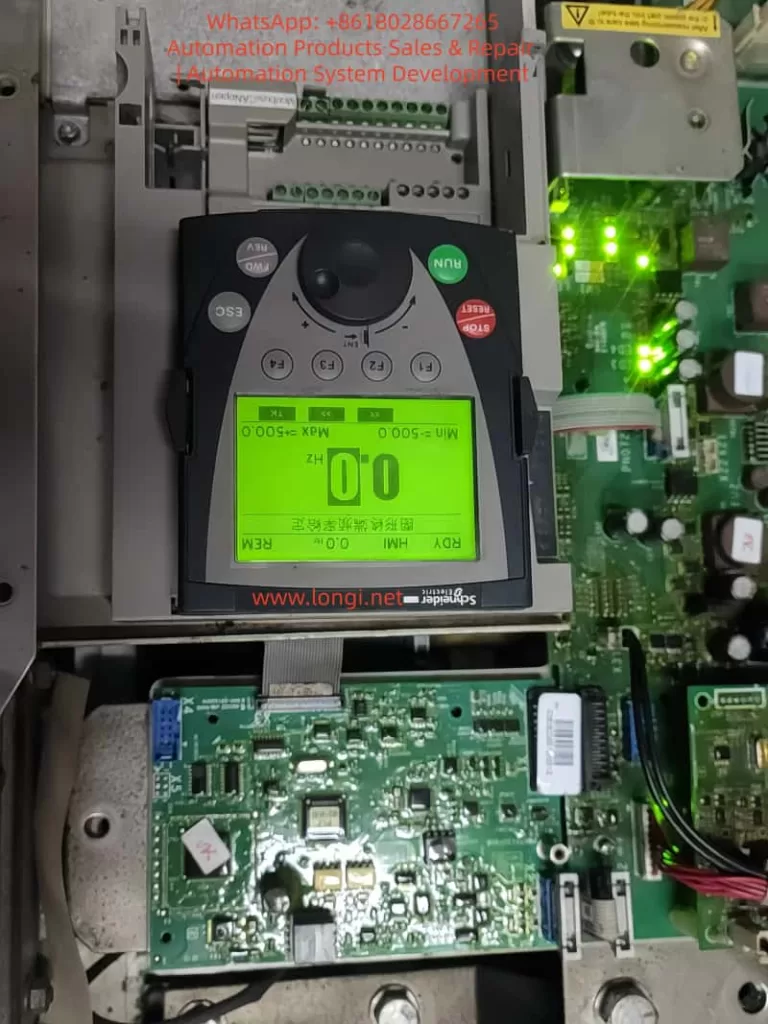
Schneider Electric Altivar ATV71, a classic high-performance inverter, is widely used in the field of industrial automation. However, in practical use, the SSF (Torque or Current Limitation Fault) has become one of the more common faults, especially being easily misread as “S5F” or “55F” on the seven-segment LED display. This article will provide an in-depth analysis of the generation mechanism, triggering conditions, common causes, diagnostic methods, troubleshooting steps, and preventive measures for the SSF fault.
I. Overview of SSF Fault
The SSF fault indicates that the inverter has been in a torque or current limiting state for an extended period, and after exceeding the set timeout time, it triggers a protective shutdown. This is a “soft” protective fault. Unlike instantaneous hard protections such as SCF (Motor Short Circuit) or OCF (Overcurrent), it is based on time judgment and aims to protect the motor and mechanical system from damage caused by long-term high-load operation.
II. Characteristics and Misreading of SSF Fault Code
The integrated HMI of the ATV71 uses a seven-segment LED display. The SSF fault code may be misread as “S5F” or “55F” due to display aging, dust coverage, or improper viewing angles. The official manual clearly states that SSF is a torque or current limitation fault, and users can view the actual fault code through the graphic terminal or SoMove software to confirm.
III. Triggering Mechanism of SSF Fault
The control algorithm of the ATV71 continuously monitors the output current and estimates the torque in real time. When the actual current reaches or exceeds the current limit value (CLI), or the estimated torque reaches or exceeds the torque limit value, and the duration exceeds the set timeout time (Sto), the drive will trigger the SSF fault and shut down.
IV. Common Causes of SSF Fault
Mechanical Load Aspect
Sudden increase in load
Increased mechanical friction
Changes in the inertia of the transmission system or process variations
Improper Parameter Configuration
Excessively short Sto setting
Current/torque limit values set too low
Incorrect motor nameplate parameters or excessively short acceleration/deceleration times
Control Mode and Tuning Issues
Failure of sensorless vector control tuning
Using V/F control for high-inertia loads or improper PID control parameters
Electrical and Environmental Factors
Power supply voltage fluctuations
High ambient temperature
Excessively long output cables or parallel operation of multiple motors
Potential Hardware Problems
Aging of IGBT modules
Drift of current sensors or control board failures
V. Diagnostic Process for SSF Fault
On-site Preliminary Confirmation
Record the operating state at the time of the fault occurrence, check the fault history, and monitor the current, torque, output frequency, and drive thermal state at the moment of the fault.
Parameter Check and Temporary Adjustment
Adjust the Sto parameter, check the current and torque limit values, confirm the motor parameters, and perform automatic tuning.
Mechanical System Inspection
Manually rotate the shaft to check for mechanical jamming, inspect the transmission components, and measure the actual load current.
Electrical Testing
Check the stability of the input voltage, measure the balance of the motor’s three-phase currents, and consider adding an output reactor.
Advanced Diagnosis
Use SoMove software to view real-time curves, execute test programs, and contact Schneider service.
VI. Troubleshooting and Solutions for SSF Fault
Parameter Optimization
Increase the Sto value, raise the CLI, set the torque limit value reasonably, and extend the acceleration/deceleration times.
Mechanical System Improvement
Lubricate the bearings, adjust the belt tension, clear blockages, and optimize the process load.
Control Strategy Adjustment
Perform a complete automatic tuning, optimize the PID parameters, and switch to closed-loop control with an encoder.
Hardware Supplementation
Add an output reactor, enhance cooling or operate at a reduced rating, and add a braking unit/resistor.
Reset Methods
Press the panel STOP/RESET key, reset through an assigned digital input, or enable the automatic restart function.
VII. Typical Case Studies
Conveyor Belt Application
Problem: During startup, a sudden increase in coal volume caused the current to瞬间 (momentarily) reach 160% and remain for 2 seconds, with the original Sto set at 100 ms.
Solution: Change the Sto to “Cont” and optimize the material loading process.
Constant-pressure Water Supply in a Pump Station
Problem: One pump’s impeller was entangled with debris, causing uneven load.
Solution: Clean the impeller, redistribute the load, and increase the Sto value.
Crane Hoisting
Problem: During the deceleration phase, regenerative energy triggered the torque limit.
Solution: Set the reverse torque limit reasonably and add a braking resistor.
Fan Application
Problem: In a high-temperature workshop during summer, the drive automatically derated.
Solution: Strengthen the ventilation of the cabinet and install an air conditioner.
VIII. Preventive Measures for SSF Fault
Parameter Rationalization
Adjust the Sto value before the commissioning of a new project and reserve current/torque margins.
Regular Maintenance
Regularly inspect the mechanical transmission system, clean the drive’s radiator, perform motor insulation tests, and execute automatic tuning.
Monitoring and Early Warning
Continuously monitor the current/torque curves and provide early warnings when approaching the limit state.
Training and Documentation
Establish standard operating procedures and save parameter modification records.
IX. Conclusion
Although the SSF fault is common, it can be quickly resolved through systematic analysis and targeted measures. Proper handling of the SSF not only eliminates the fault but also improves system stability and efficiency. It is recommended to use the official programming manual as the standard in actual maintenance, conduct in-depth diagnosis with the help of SoMove software, and promptly contact Schneider Electric technical support for professional solutions.
The Hitachi X-MET 8000 handheld XRF analyzer is widely used in alloy identification, PMI inspection, scrap sorting, and on-site material analysis. In daily service practice, a common failure scenario is frequently reported:
The instrument powers on normally
The touchscreen interface works correctly
Measurement methods and settings are accessible
Measurement starts but immediately fails
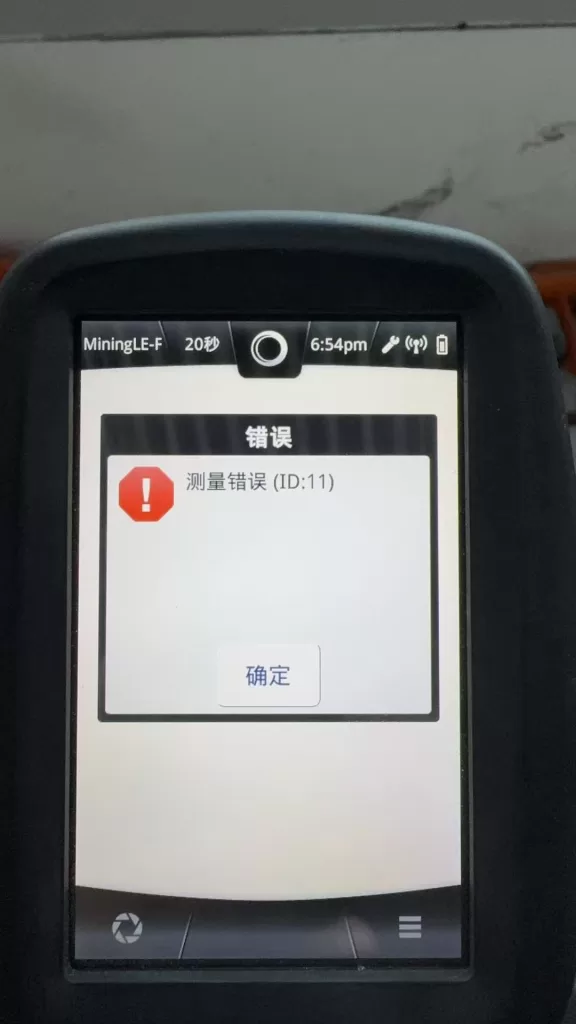
The system displays error messages such as:
“System Error: code(s): 18”
“Measurement Error (ID:11)”
When reported to official service channels, users often receive a brief response:
“The X-ray tube is defective and must be replaced.”
While this conclusion may be acceptable from a manufacturer’s service policy perspective, it is technically incomplete. This article explains what “X-ray tube failure” actually means, how these errors are triggered internally, and how engineers can determine whether the instrument is truly beyond repair.
What Does “X-ray Tube” Mean in the X-MET 8000?
In XRF systems, the term “X-ray tube” does not refer to a lamp or light source. It is a high-voltage vacuum device responsible for generating primary X-rays.
In the Hitachi X-MET 8000, the X-ray tube:
Operates at tens of kilovolts (typically 40–50 kV)
Emits X-rays that excite atoms in the sample
Enables fluorescence detection by the SDD detector
Without a functioning X-ray tube system, elemental analysis is physically impossible, regardless of software or detector condition.
X-ray Generation System Architecture
From an engineering standpoint, the X-ray generation chain in the X-MET 8000 consists of multiple subsystems:
Main CPU / Operating System
↓
X-ray Control Logic
↓
High Voltage Generator (HV Module)
↓
X-ray Tube
↓
Collimator and Window
Failure at any point in this chain will present itself to the user as a measurement error.
This is a key reason why many different faults are generalized by manufacturers as “X-ray tube failure.”
Interpreting System Error Code(s): 18
The “System Error: code(s): 18” message is not a random software bug. In Hitachi / Olympus / Evident XRF platforms, system errors are bitwise status evaluations of hardware readiness.
Error code 18 typically indicates:
X-ray generation system failed to reach operational state
High-voltage enable confirmation missing
Tube current feedback abnormal or absent
Safety interlock preventing X-ray emission
Importantly, this error does not specify which component failed—only that the X-ray system did not pass internal checks.
Understanding Measurement Error (ID:11)
Measurement Error (ID:11) is a result-level error, not a root-cause error.
It means:
During measurement, the system did not detect a valid X-ray fluorescence signal.
This condition may be caused by:
No X-ray emission
Insufficient tube current
High-voltage shutdown
Safety interlock interruption
It does not automatically prove that the X-ray tube itself is defective.
Why Official Service Diagnoses “X-ray Tube Failure”
Manufacturers use a module replacement service model:
No component-level troubleshooting
No HV board repair
No interlock diagnostics beyond basic checks
From this standpoint:
Any X-ray system malfunction → replace X-ray assembly
X-ray assembly includes tube + HV + shielding
Result: “X-ray tube failure”
This approach simplifies liability, radiation safety compliance, and service logistics—but sacrifices diagnostic precision.
Real-World Failure Probability Distribution
Based on field repair experience, actual root causes are distributed as follows:
Failure Area
Likelihood
Notes
X-ray tube aging
High
Consumable component
HV generator failure
High
MOSFETs, drivers, protection
Tube current sensing fault
Medium
Feedback circuit
Safety interlock open
Medium
Probe or housing switches
Cable or connector issue
Low
Shock or liquid ingress
A significant portion of units diagnosed as “tube failure” are actually repairable HV or interlock issues.
This simple test immediately separates control-side failures from tube-side failures.
Low-Voltage Input Stability Check
Using a multimeter:
Verify stable DC input to the HV module
Observe voltage behavior during measurement start
If voltage collapses immediately, the problem is likely within the HV power stage—not the tube itself.
HV Enable Signal Verification
Most HV modules include an enable control line:
Idle state: 0 V
Measurement state: logic high (3.3 V or 5 V)
If no enable signal is present, investigate:
Safety interlocks
Control board logic
Firmware permission state
When Can the X-ray Tube Be Considered Truly Defective?
A tube should only be considered irreversibly defective when:
High voltage is confirmed to start
Tube current remains zero or unstable
No X-ray output is detected
Power, control, and safety systems are verified normal
Only under these conditions does replacing the tube make technical sense.
Repair vs Replacement Decision Logic
From a cost and engineering perspective:
Official tube replacement often equals the value of a used X-MET unit
Component-level repair can restore full functionality at a fraction of the cost
Partial repair enables resale as refurbishable equipment
A rational decision process includes:
Confirm root cause
Attempt HV or interlock repair first
Evaluate tube replacement only if proven necessary
Consider secondary market strategies if uneconomical
Conclusion
“X-ray tube failure” is not a precise technical diagnosis—it is a service-level classification.
True engineering evaluation requires separating:
Control logic failures
High-voltage generation issues
Safety interlock interruptions
Genuine tube end-of-life conditions
By understanding the internal architecture and error logic of the Hitachi X-MET 8000, technicians and equipment owners can avoid unnecessary replacement, reduce costs, and make informed repair or resale decisions.
CTC Analytics PAL autosamplers are widely used in GC, LC, sample preparation systems, and automated analytical workflows. Among all moving axes of the autosampler, the Z-axis is the most critical because it performs vertical motion for injection, pipetting, piercing septa, and positioning the syringe with sub-millimeter precision.
When the Z-axis loses its reference or cannot locate its zero position, the entire instrument becomes unusable.
One of the most frequent and confusing problems many engineers face is the following scenario:
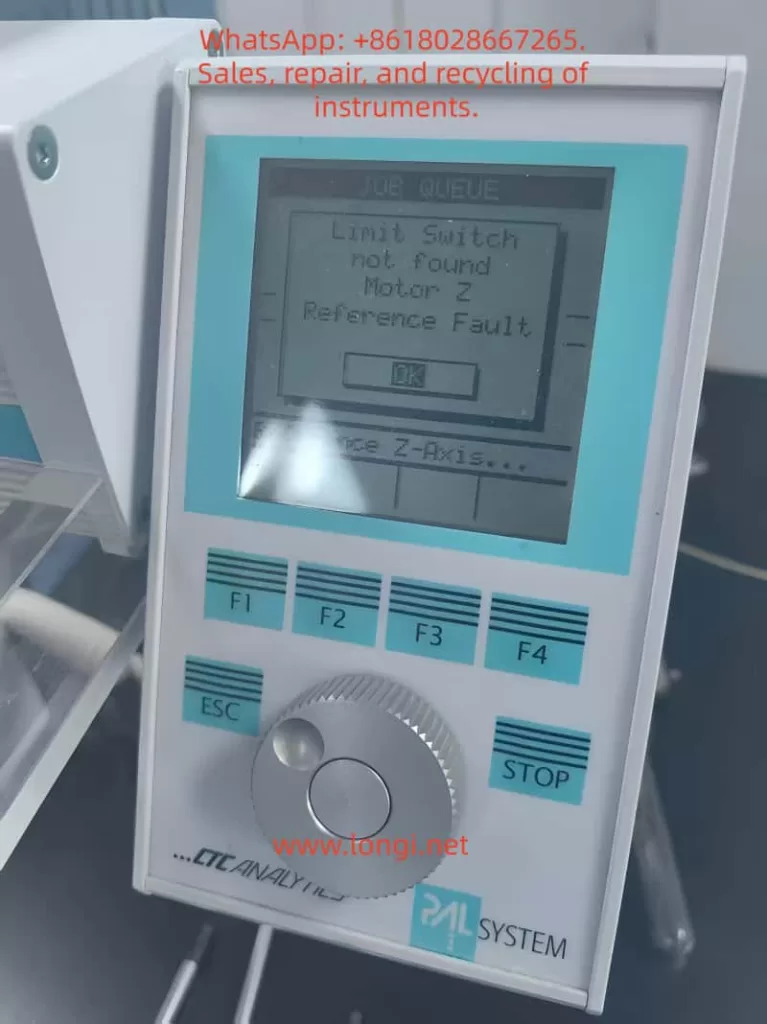
After replacing the belt (elastic cord) or disassembling the autosampler arm, the machine powers up and begins to “chatter,” vibrate, or oscillate the Z-axis near the top. After several seconds, it throws the error:
“Limit Switch not found” “Motor Z Reference Fault”
Although this issue appears mechanical or electrical, the root cause is surprisingly consistent:
The Hall sensor and the magnetic trigger on the gear are no longer aligned. The Z-axis physically reaches the top, but the controller never receives the reference signal.
This 5000+ word technical article provides a complete, engineering-level explanation of:
The Z-axis reference mechanism
Why belt replacement often causes reference failure
How the autosampler actually detects the Z-axis zero
Why the motor vibrates or “chatters” at the top
Step-by-step repair procedures
Calibration details
How to avoid the problem in the future
This is designed for field service engineers, repair technicians, laboratory maintenance personnel, and advanced users.
_cuva
Table of Contents
Overview of the PAL Autosampler Z-Axis Mechanism
How the Z-Axis Reference System Works
Why Z-Axis Reference Failure Commonly Occurs After Belt Replacement
Typical Symptoms of “Limit Switch Not Found / Motor Z Reference Fault”
The Core Root Cause: Hall Sensor vs Magnetic Gear Misalignment
A Real-World Case Study: Z-Axis Hits the Mechanical Top but Never Triggers Reference
Detailed Repair Procedure (Engineering Workflow)
Hall Sensor Calibration Requirements
Effect of Belt / Cable Installation on Reference Position
Electrical Diagnostics and Sensor Verification
How to Prevent Future Reference Faults
Final Summary of Mechanical Logic Behind Z-Axis Reference Failure
_cuva
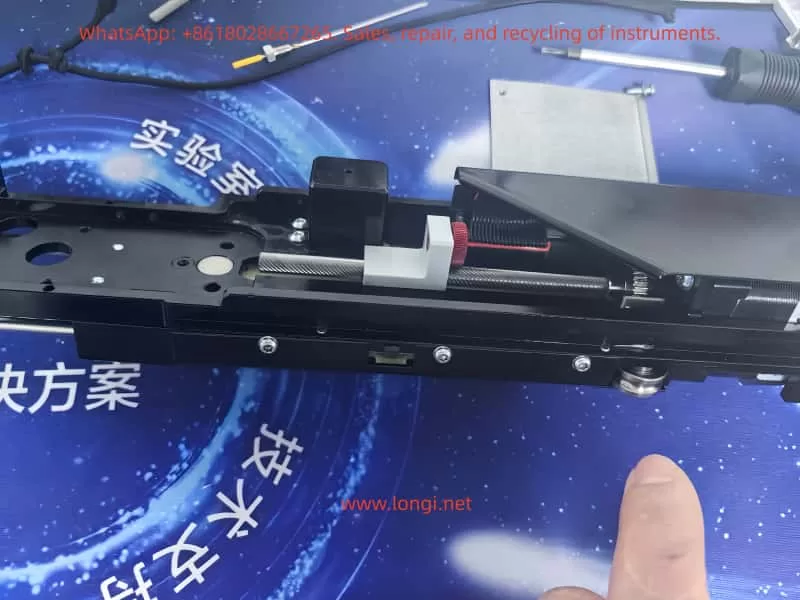
1. Overview of the PAL Autosampler Z-Axis Mechanism
PAL autosamplers use a sophisticated mechanical assembly to control vertical motion. The Z-axis includes:
A precision lead screw
A slider block guided by two rails
A counterweight steel cable & pulley system
A belt (elastic cord) that transfers motor torque
A small gear linked to the cable pulley
A Hall sensor PCB mounted near the gear
Mechanical end-stop regions
Importantly, the Z-axis reference is not detected using a traditional micro-switch or optical interrupter placed at the top of the slider.
Instead:
The Z-axis reference is determined by the rotational angle of the pulley gear, sensed by a Hall effect sensor located on a small PCB near the gear.
This design reduces the number of components on the moving slider and ensures repeatable referencing.
However, it also means:
Any disturbance to the pulley
Any shift in gear angle
Any belt tension / installation variation
Any slight movement of the Hall sensor PCB
may cause the reference to be lost.
2. How the Z-Axis Reference System Works
Understanding the mechanism is essential before diagnosing the failure.
(1) A magnetic element is embedded in the pulley gear
The small brass gear adjacent to the pulley is not just a mechanical part—it contains:
A small magnet,
Or a magnetic “pole pattern,”
which only aligns with the sensor at one exact angular position.
(2) The Hall sensor reads the magnetic field
On the small green PCB near the gear is a black circular component:
This is the Hall effect sensor.
When the magnet aligns with the sensor’s active zone, the sensor output changes state (from HIGH to LOW or LOW to HIGH).
This signal is sent to the controller as:
Z-axis reference detected.
(3) Motor lifts the Z-axis upward until reference is detected
During startup:
The motor drives the lead screw upward.
The pulley rotates accordingly.
At the correct gear angle, the magnet should trigger the Hall sensor.
Controller stops the motor and declares the Z-axis “homed.”
If no magnetic trigger occurs, the controller continues lifting until:
The slider reaches the physical top
The lead screw jams
The motor vibrates or “chatters”
After timeout → Error occurs
3. Why Belt Replacement Commonly Causes Reference Failure
Replacing the belt is a simple mechanical job—but it almost always changes the phase relationship between:
Slider height
Pulley rotation
Gear magnetic alignment
Hall sensor position
Here are the common reasons:
(1) The pulley gear rotates while the belt is removed
When the belt is removed:
The pulley is no longer constrained.
The slider may be moved.
The pulley may rotate freely.
Thus, the gear angle no longer matches the slider height, and when the slider reaches its physical top, the magnet is not aligned with the Hall sensor.
(2) The Hall sensor PCB may be slightly displaced
Even a 1–2 mm offset can prevent magnetic detection.
(3) Belt tension can shift pulley position
Too tight → slight angular preload Too loose → gear does not rotate uniformly
(4) The slider’s initial position may have changed during reassembly
If the slider is reinstalled even 1–2 mm lower or higher:
The “true top” is mechanically achieved
But the magnetic top is misaligned
These effects explain why:
After belt replacement, the Z-axis almost always fails to find its reference unless re-calibrated.
4. Typical Symptoms of Z-Axis Reference Fault
The failure sequence is almost identical across machines:
Symptom 1: Z-axis moves upward and begins to vibrate at the top
This vibration occurs because:
The lead screw is fully engaged
The slider cannot go higher
The controller still commands upward movement
The motor “skips steps,” producing a chattering noise
Symptom 2: Z-axis oscillates up and down slightly
The firmware attempts micro-adjustments to locate the reference.
No sensor signal → repeated oscillation.
Symptom 3: Error Appears
Eventually the firmware times out and displays:
Limit Switch not found
Motor Z Reference Fault
These two errors are always paired because they refer to:
Hall sensor failed to trigger during upward reference seek.
5. The Core Root Cause: Hall Sensor vs Magnetic Gear Misalignment
This is the most important part.
From photos and videos, this problem becomes obvious:
The Hall sensor PCB is mounted properly.
The gear rotates normally.
The slider reaches the top.
But the magnet never enters the sensor’s active zone.
In other words:
The mechanical “top position” of the slider does not equal the rotational “reference position” of the pulley gear.
This is called mechanical phase misalignment.
And it is the only reason for the reference fault in >90% of repairs.
6. Case Study: Slider Hits Mechanical Top but Reference Never Triggers
In the examined unit:
The belt was replaced.
After reassembly, the pulley rotated slightly.
When powered on, the slider reached its mechanical limit.
But the gear magnet was approximately 20–30 degrees away from the Hall sensor position.
As a result:
The sensor never toggled
The controller continued forcing the motor upward
The lead screw stalled
The Z-axis vibrated
Error appeared
This exact mechanical condition produces the identical symptoms observed in your video.
This section provides the official, practical solution.
Step 1 — Power off the instrument
Remove power supply to prevent sudden movement.
Step 2 — Manually rotate the lead screw to raise the slider
Raise the slider until:
It is close to the physical top
But not forcibly jammed
This position approximates the reference height.
Step 3 — Inspect gear vs Hall sensor alignment
You should check:
Is the magnet on the gear facing the Hall sensor?
Is the gear too low/high relative to the sensor?
Is the sensor PCB angled or shifted?
Does the magnet pass through the correct sensing zone?
If they do not line up, the reference cannot be triggered.
Step 4 — Loosen the gear set screw and adjust the gear angle
The brass gear has a set screw (hex/Allen type).
You must:
Loosen it slightly
Rotate the gear until the magnet aligns with the Hall sensor
Retighten the screw securely
Precision requirements:
Angular accuracy within 3–5 degrees
Radial alignment within 1 mm
Even a minor misalignment prevents the sensor from toggling.
Step 5 — Adjust the Hall sensor PCB if necessary
The Hall sensor board usually has slight play in its mounting screws.
If the magnet rotates correctly but still fails to trigger:
Move the PCB up or down 1–2 mm
Ensure the gear tooth/magnet passes through the detection field
Step 6 — Power on and perform Z-axis reference test
If alignment is correct:
Z-axis rises smoothly
Motor stops as soon as Hall sensor triggers
No vibration occurs
No fault is displayed
If vibration persists, repeat alignment steps.
8. Hall Sensor Calibration Requirements
Proper sensor calibration requires adherence to these mechanical tolerances:
(1) Distance
The magnet must pass within 0.5–1.5 mm of the sensor surface.
(2) Angle
The magnetic pole must face the sensor’s active detection area.
(3) Speed
Uniform pulley rotation ensures clean signal transition.
Too much vibration → missed detection.
9. Effect of Belt / Cable Installation on Reference
Belt installation affects the reference in several ways:
Problem 1 — Pulley rotates during disassembly
This shifts the reference angle relative to the slider height.
Problem 2 — Slider is moved while disconnected
This alters the mechanical relationship between slider height and pulley angle.
Problem 3 — Belt tension changes the pulley preload
Too tight or too loose → inconsistent rotation → failed reference.
Problem 4 — Cable/elastic cord positioning changes slider top height
A 1 mm difference in top height can make the reference impossible to detect.
10. Electrical Diagnostics and Sensor Verification
In rare cases, the issue is electrical.
(1) Test sensor output using a multimeter
Rotate pulley by hand:
Voltage should toggle when magnet passes
If not → sensor or magnet problem
(2) Verify Hall sensor supply (3.3V or 5V)
If unpowered, it will not output reference signal.
(3) Inspect connector and cable integrity
Loose or damaged wiring can mimic mechanical failure.
(4) Controller input failure (very rare)
Only after excluding all mechanical and sensor issues.
11. How to Prevent Future Reference Faults
To avoid repeating this problem:
✔ Mark the pulley angle before removing the belt
Use a fine marker to show original alignment.
✔ Avoid moving the slider while the belt is removed
Prevents phase drift.
✔ Ensure Hall sensor PCB is never bent or pushed sideways
It is extremely sensitive to alignment.
✔ Record a photo of correct alignment after calibration
Useful for future maintenance.
12. Final Summary: The Mechanical Logic Behind Z-Axis Reference Failure
The essential principle is:
The Z-axis reference is a combination of physical slider position and pulley gear magnetic alignment. If these two “phases” are not synchronized, the reference will never trigger.
Thus the primary cause is:
Misalignment between slider height and
Magnetic gear angle
The motor will continue pushing upward until mechanical stall, resulting in:
Vibration
Chattering
Error messages
Fixing the issue requires only one task:
Realign the gear magnet and Hall sensor so the reference signal can be detected at the correct slider height.
Once alignment is restored, the autosampler functions normally.
The AMB300 series of Ampower inverters are high-performance, multifunctional inverters widely used in the field of industrial automation. This article will provide a detailed introduction to the operation panel functions, password setting and removal, parameter access restrictions, setting parameters back to factory defaults, as well as how to achieve external terminal forward/reverse rotation control and external potentiometer speed regulation for this series of inverters. Additionally, it will explore common fault codes and their solutions to help users better use and maintain the AMB300 series inverters.
I. Introduction to Operation Panel Functions
1.1 Overview of the Operation Panel
The operation panel of the AMB300 series inverters integrates functional modules such as a five-digit LED digital tube monitor, light-emitting diode (LED) indicators, and operation buttons, providing an intuitive operation interface and rich display information.
1.2 Functions of Operation Buttons
RUN Button: Starts the inverter operation.
STOP/RESET Button: Stops the inverter operation or resets faults.
Shift Buttons (<< and >>): Used for shifting operations during parameter setting, as well as for switching between operation monitoring and fault monitoring displays.
Increase (▲) and Decrease (▼) Buttons: Used for increasing or decreasing numerical values during parameter setting.
OK Button: Confirms parameter settings or enters the next-level menu.
MENU Button: Programming/exit button, used to enter or exit the programming state.
JOG Button: Jog operation button, used for jog operation or multifunctional operations.
1.3 Display Information
The operation panel displays function codes, set parameters, operating parameters, and fault information through the LED digital tube. Users can view different display contents using the shift buttons and the increase/decrease buttons.
II. Password Setting and Removal
2.1 Password Setting
To protect the inverter parameters from being arbitrarily modified, users can set a user password.
Enter Programming State: Press the MENU button to enter the programming state.
Select Parameter: Use the shift buttons and the increase/decrease buttons to locate the F7.00 (User Password) parameter.
Set Password: Input the desired password (any number between 0 and 65535) using the increase/decrease buttons.
Confirm Setting: Press the OK button to save the password setting.
2.2 Password Removal
To remove an already set password, follow these steps:
Enter Programming State: Press the MENU button to enter the programming state.
Select Parameter: Use the shift buttons and the increase/decrease buttons to locate the F7.00 (User Password) parameter.
Clear Password: Set the password value to 0.
Confirm Setting: Press the OK button to save the setting, and the password protection function will be disabled.
III. Parameter Access Restrictions
To prevent unauthorized personnel from modifying key parameters, the AMB300 series inverters provide a parameter access restriction function.
Enter Programming State: Press the MENU button to enter the programming state.
Select Parameter Group: Use the shift buttons and the increase/decrease buttons to locate the parameter group for which access restrictions are to be set.
Set Access Permissions: Set access permissions (such as read-only or requiring a password for access) through relevant parameters (such as an unspecified parameter beside the F7.01 LCD Display Language Selection, but there is usually a similar function).
Confirm Setting: Press the OK button to save the setting.
IV. Setting Parameters Back to Factory Defaults
If you need to restore the inverter parameters to their factory default values, follow these steps:
Enter Programming State: Press the MENU button to enter the programming state.
Select Restore Factory Defaults Parameter: Use the shift buttons and the increase/decrease buttons to locate the F0.12 (Restore Factory Defaults) parameter.
Set Restore Option: Set F0.12 to 1 (Restore Factory Defaults) or 2 (Clear Fault Records, depending on the model).
Confirm Setting: Press the OK button, and the inverter will begin restoring the factory default settings and automatically restart upon completion.
V. External Terminal Forward/Reverse Rotation Control
5.1 Wiring Method
To achieve external terminal forward/reverse rotation control, the forward (FWD) and reverse (REV) control terminals need to be connected to an external control circuit.
Confirm Terminal Positions: Locate the FWD and REV terminals on the inverter’s control loop terminal block.
Connect Control Signals: Connect the forward and reverse rotation signals from the external control circuit to the FWD and REV terminals, respectively.
Connect Common Terminal: Connect the common terminal (COM) of the FWD and REV terminals to the common ground of the external control circuit.
5.2 Parameter Settings
To make the external terminal forward/reverse rotation control effective, the following parameter settings are required:
Operation Command Selection: Set F0.04 (Operation Command Selection) to 1 (Terminal Command Channel).
Forward/Reverse Terminal Functions: Ensure that at least one of the X1-X6 multifunctional terminals is set to the forward (FWD) and reverse (REV) functions (set through F1.00-F1.05).
Other Relevant Parameters: Set parameters such as acceleration time (F0.02) and deceleration time (F0.03) according to actual needs.
VI. External Potentiometer Speed Regulation
6.1 Wiring Method
To achieve external potentiometer speed regulation, the potentiometer needs to be connected to the analog input terminals of the inverter.
Confirm Terminal Positions: Locate the AI1 (or AI2) and GND terminals on the inverter’s control loop terminal block.
Connect Potentiometer: Connect the two ends of the potentiometer to the AI1 (or AI2) and GND terminals, respectively, with the middle tap serving as the speed regulation signal input.
Power Connection: If necessary, provide external power (usually +10V, which can be obtained from the inverter’s control terminal block) for the potentiometer.
6.2 Parameter Settings
To make the external potentiometer speed regulation effective, the following parameter settings are required:
Frequency Source Selection: Set F0.05 (Frequency Source Selection) to 1 (Analog AI1 Setting) or 2 (Analog AI2 Setting).
Analog Input Range: Set the lower limit value (F1.09/F1.13) and upper limit value (F1.11/F1.17) of AI1 (or AI2) according to the output range of the potentiometer (usually 0-10V or 0-20mA).
Other Relevant Parameters: Set parameters such as maximum output frequency (F0.06), upper frequency limit (F0.07), and lower frequency limit (F0.08) according to actual needs.
VII. Fault Codes and Solutions
7.1 Common Fault Codes
The AMB300 series inverters may encounter various faults during operation. Common fault codes and their causes are as follows:
E.SC: Drive circuit fault, possibly caused by a short circuit between phases or to ground on the inverter’s three-phase output, a direct connection between the same bridge arms of the power module, or module damage.
E.OCA: Acceleration overcurrent, possibly caused by a short circuit on the inverter’s output side, excessive load, or too short an acceleration time.
E.OCd: Deceleration overcurrent, possibly caused by too short a deceleration time or excessive regenerative energy from the motor.
E.OUA: Acceleration overvoltage, possibly caused by restarting a rotating motor or significant changes in the input power supply.
E.LU: Undervoltage, possibly caused by a missing phase in the input power supply or significant changes in the input power supply.
E.OL1: Motor overload, possibly caused by inaccurate motor parameters or motor stalling.
E.OH1/E.OH2: Module overheating, possibly caused by high ambient temperature, poor ventilation of the inverter, or a faulty cooling fan.
7.2 Solutions
For different fault codes, the following solutions can be adopted:
E.SC: Check for short circuits on the inverter’s output side and replace damaged power modules.
E.OCA/E.OCd: Extend the acceleration/deceleration time, check if the load is too heavy, and adjust the torque boost setting value.
E.OUA: Avoid restarting a stopped motor and check if the input power supply is stable.
E.LU: Check if the input power supply is normal and ensure there are no missing phases.
E.OL1: Reset the motor parameters and check if the load is abnormal.
E.OH1/E.OH2: Improve the ventilation environment, replace the cooling fan, and check the temperature detection circuit.
Conclusion
The AMB300 series of Ampower inverters have been widely used in the field of industrial automation due to their high performance, multifunctionality, and ease of operation. This article has provided a detailed introduction to the operation panel functions, password setting and removal, parameter access restrictions, setting parameters back to factory defaults, as well as how to achieve external terminal forward/reverse rotation control and external potentiometer speed regulation for this series of inverters. Additionally, it has explored common fault codes and their solutions. It is hoped that this article can provide useful reference and guidance for a wide range of users.
The Fuji ALPHA5 Smart servo system is a high-performance servo drive device in the field of industrial automation. Comprising GY series servo motors and RYH series servo amplifiers, it supports multiple control modes. Jog operation is a core function for system testing and debugging. However, in actual use, users often encounter issues such as being unable to enter jog mode or the motor not responding. Based on the Fuji ALPHA5 Smart user manual and practical troubleshooting experience, this article systematically analyzes the causes, diagnostic methods, and solutions for such problems, using the RYH751F5-VV2 model as an example to provide detailed guidance.
System Overview
The Fuji ALPHA5 Smart servo system is suitable for a 200 – 240V AC power supply, with an output power range of 0.05 – 1.5 kW and supporting an IP20 protection rating. The servo amplifier features a modular structure, equipped with a keypad and multiple interfaces. The system offers various operation modes, and the jog function belongs to the Fn01 sub-mode under the test mode, used for manual key-controlled motor positive and negative rotation testing.
Detailed Explanation of Jog Function
Jog operation is an built-in testing tool in the ALPHA5 Smart system, allowing users to manually drive the motor to rotate. It is mainly used for fault diagnosis and performance verification. The operation process includes powering on, switching modes, entering the jog sub-mode, long-pressing the SET key to enter jog state, and pressing the ∧/∨ keys to control the motor’s positive and negative rotation. The jog speed is controlled by parameters and is only supported in position or speed control modes.
Common Problem Analysis
Jog faults mainly manifest as follows:
No response after displaying “JG” when pressing SET: This is often caused by improper key operation, requiring a long press of the SET key for more than 1 second.
Motor does not rotate when pressing ∧/∨ after entering the mode: This involves issues such as activated safety signals, unreleased brakes, or improper parameter settings.
Direct jog operation upon power-on is ineffective: This stems from the system’s initialization mechanism, requiring access to other modes first to force a refresh of the parameter cache.
Other potential causes include latent alarms, unstable power supply, or keypad hardware failures.
Diagnostic Steps
Diagnosing jog faults requires a systematic approach, including:
Power-on check: Observe the keypad self-test and record the alarm history.
Mode switching verification: Confirm that there is no mode lock and check the input/output status.
Parameter review: Check parameters such as control mode, write protection, and jog speed.
Safety signal testing: Disconnect relevant I/O lines and test the safety signals.
Jog attempt: Enter the jog sub-mode, long-press the SET key, and observe the motor’s response.
Initialization behavior diagnosis: Record the differences between direct jog ineffectiveness upon power-on and after first accessing other modes.
Hardware inspection: Measure the power supply voltage and check the encoder cable and keypad keys.
Solutions
Specific solutions are provided for common problems:
“Unresponsive keys”: Long-press the SET key strictly or reset parameters to restore defaults.
Safety signal blockage: Modify the I/O allocation or conduct external short-circuit tests to ensure brake release.
Incompatible parameters: Set the correct control mode, disable protection, and restart the power supply.
Power-on initialization problems: Optimize the initial mode settings, or customize scripts to automatically load parameters and upgrade the firmware.
Motor does not rotate: Check alarms, adjust the load or torque limit, and verify the gain.
Keypad failure: Replace spare parts.
Preventive Measures
Preventing jog faults requires full-chain management from installation to maintenance, including:
During installation: Ensure good grounding and separate power and control lines in wiring.
Parameter backup: Regularly save configuration files and set up automatic warning displays.
Regular inspection: Check I/O signals, measure insulation resistance, and replace aging components in advance.
Operator training: Emphasize long-pressing the SET key and mode cycling, and avoid direct testing upon power-on.
Case Studies
Case 1: Parameter protection was enabled, causing jog ineffectiveness. The solution was to disable protection and restart.
Case 2: The brake was not released, resulting in the motor not rotating. Applying power solved the problem, and the brake timing was adjusted.
Case 3: Initialization delay caused direct jog ineffectiveness upon power-on. Upgrading the firmware resolved the issue.
Extended Knowledge: Parameters and Adjustments
Jog faults are related to parameter interactions, requiring an understanding of parameters such as electronic gear ratio, gain tuning, and I/O allocation. Servo adjustments, RS-485 communication, and PC Loader advanced functions also help optimize jog performance.
Conclusion
Jog faults in the Fuji ALPHA5 Smart servo system can be efficiently resolved through manual guidance and systematic diagnosis. Mastering the fulfillment of prerequisites, operation specifications, and initialization management is crucial. It is recommended to regularly refer to the manual and combine it with PC Loader for in-depth applications to enhance system reliability. If problems persist, contact Fuji sales for support.