The Fully Automatic Platen Die-Cutting Machine is a specialized device designed for die-cutting and creasing/creasing of flat sheet materials such as cardboard, corrugated paper, and laminated paper. It integrates the traditional “hand press” platen principle with automatic paper feeding, positioning, collecting, fault detection, and safety interlock systems for batch production of color boxes, cartons, wine boxes, labels, hangtags, and some thin plastic packaging products.
I. Device Principle & Process Challenges
1.1 Basic Process of Platen Die-Cutting
Process Flow: Paper Feeding → Positioning → Clamping & Conveying → Die-Cutting/Creasing → Waste Removal → Paper Collecting
Key Features & Challenges:
High Inertia: 320-ton machine requires the crank-link mechanism to decelerate and stabilize near the top dead center.
Tight Timing Coupling Between Stations: Intermittent transport of the gripper bar is synchronized with the die-cutting stroke; any timing deviation risks paper tearing.
Mechanical chain + intermittent cam cause rigid coupling; difficult to optimize speed curves.
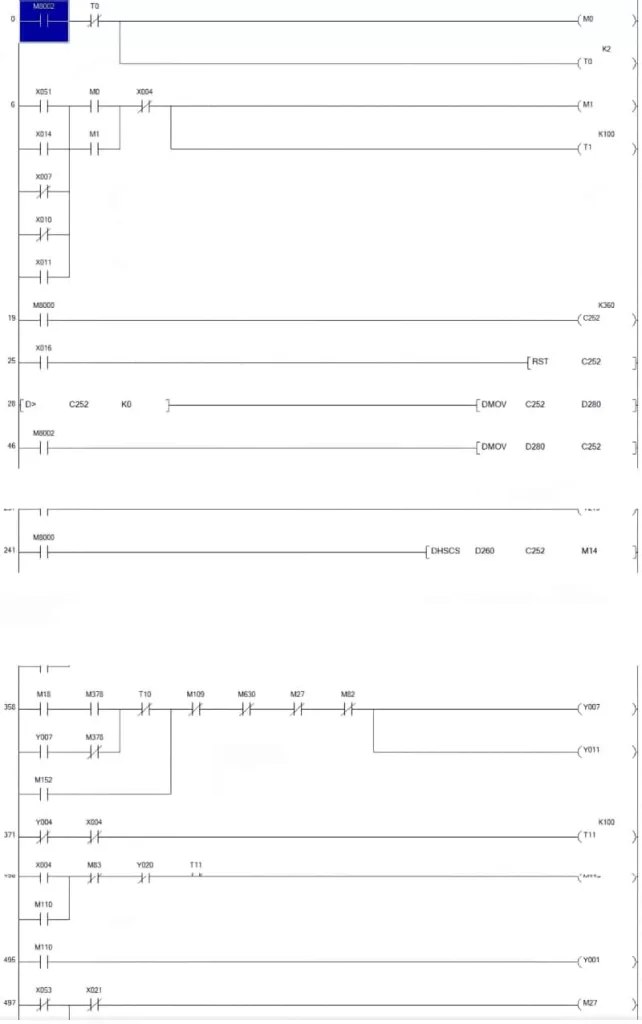
Retain mechanical spindle; independent VFD speed control for Feeder. Gripper bar position identified via encoder Z-PULSE to avoid costly electronic cam reconstruction.
Registration & Repeatability
Paper stretching/static electricity, gripper bar spring fatigue.
Front/side guides + photoelectric correction; PLC checks X6/X7 every 10 ms, with high-speed interrupt correction.
Pressure Closed-Loop Control
320-ton hydraulic cylinder pressure drift of 2%.
FX3U-4AD module for 4–20 mA signal; PID regulates Y12 pressure-building valve PWM. Set Press OK = 0.95 × Setpoint.
Safety Category 3
Over 20 door switches + light curtains; often bypassed on older machines.
Pilz PNOZ X3 + safety relay dual-loop; real-time link status display on HMI.
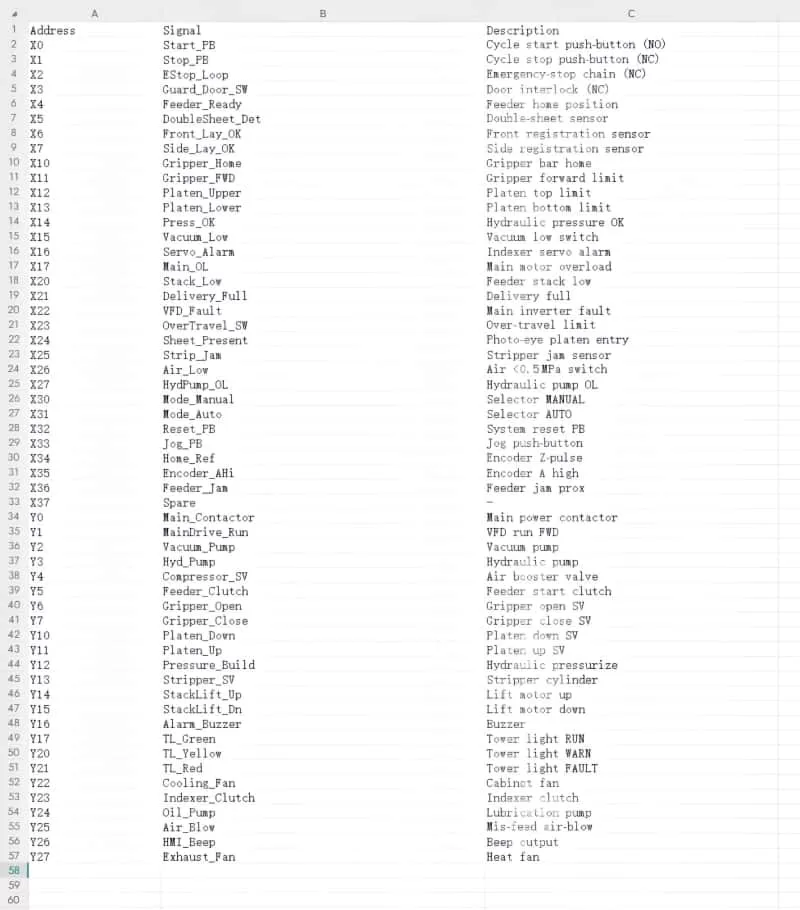
All transition conditions are annotated in the CSV instruction list. High-Speed Interrupt M8252 captures front-guide OK signal every 10 ms to set D404 for auxiliary correction.
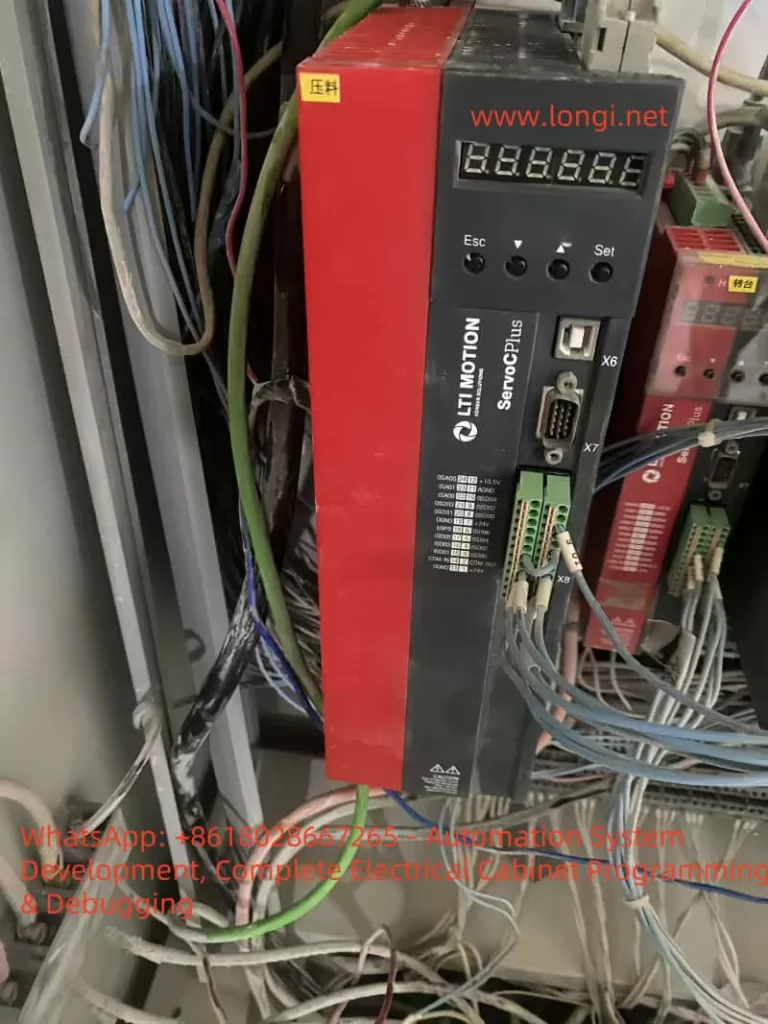
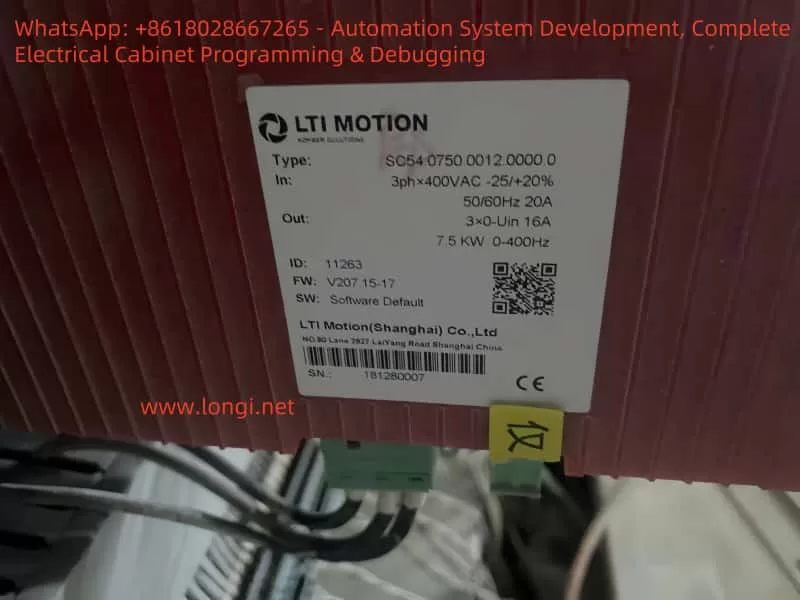
1. Overview Ceramic rolling forming equipment is a typical multi-axis automatic machine widely used in the initial pressing of electronic, structural, and functional ceramics. The system usually consists of a servo control unit, electrical control system, pneumatic components, and a rolling head. This document introduces in detail how to apply the LTI Motion ServoC series servo drive in combination with the Mitsubishi FX3U series PLC, covering the application strategy, wiring diagram, parameter configuration, and control logic.
2. Application Scenario and System Structure This system involves two servo control units:
Pressing Axis Servo: Drives the pressing roller vertically to compress ceramic blanks.
Rotary Table Servo: Controls intermittent indexing of the rotary table for sequential forming.
3. Key Functional Requirements
Precise positioning of the pressing head for consistent product thickness.
Indexing rotation of the rotary table with accurate angular control.
Multi-sensor interlock with limit switches and origin sensors.
Safety integration with emergency stops, alarms, and feedback loops.
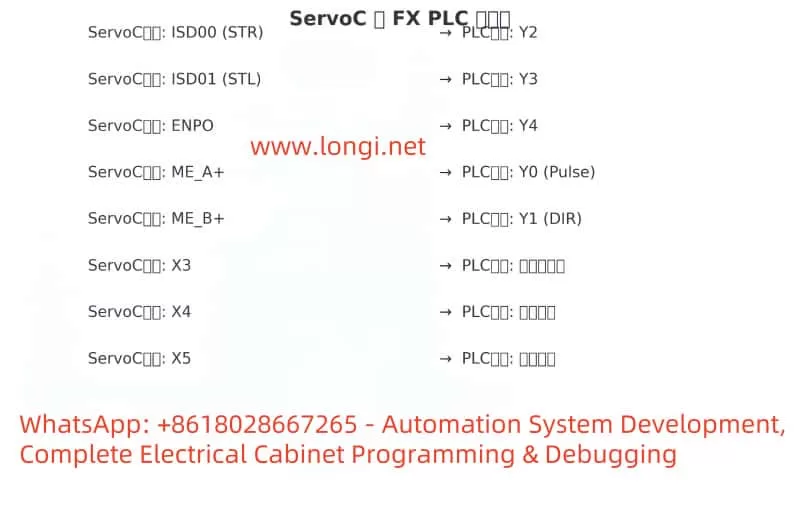
P152 = 1 or 2: Set input mode to pulse+direction or I/O trigger
P210 = 2; P211 = 3: Set ISD00 to STR, ISD01 to STL
P483 = 2 or 3: Motor direction configuration
P759 / P760: Software limit for press upper/lower bounds
P803: Position error tolerance
7. Control Logic Sequence
Power ON → Y4 output to enable servos.
Origin detection via X3 → Set M10 (homed flag).
Start pressing:
X0 input triggers Y2 = ON (STR), Y3 = OFF (STL).
X4 bottom sensor triggers M20.
Return press head:
X1 input triggers Y3 = ON (STL), Y2 = OFF.
Rotate table:
X2 input + M20 triggers 2000 pulses via Y0 and DIR = Y1.
X5 confirms rotation complete (M31).
8. Ladder Diagram (Simplified)
LD M8013
OUT Y4 ; Servo Enable
LD X3
OUT M10 ; Homed flag
LD X0 AND M10
OUT Y2
RST Y3
LD X1 AND M10
OUT Y3
RST Y2
LD X4
OUT M20
LD X2 AND M20
RST M20
SET Y1
PLS Y0 K2000
LD X5
OUT M31
RST M30
9. Diagrams and Application Notes
10. Conclusion and Recommendations This solution demonstrates the application of ServoC servo drives in high-precision ceramic roller forming machines using Mitsubishi FX3U PLCs.
Best Practices:
Set software travel limits.
Implement emergency stops and feedback alarms.
Always home the servo before operation.
Use opto-isolated I/O to reduce interference.
Future Extensions:
Integrate HMI for parameter recipes and alarms.
Add pressure sensors and linear encoders for quality control.
Expand to multi-station synchronization with communication protocols.
1. Basic Working Principle of Yarn Winders and Winding Machines
Yarn winders and winding machines are two critical pieces of equipment widely used in the textile industry, primarily for winding yarn from the spinning process into yarn spools. While their operation slightly differs, their fundamental goal is the same: to wind yarn uniformly and efficiently while controlling the tension.
The winding process typically begins when yarn is fed into the winder from the feeding device. The winder, or spool, is driven by a motor that rotates, and as the spool rotates, yarn is gradually wound onto it. The diameter of the spool increases as the yarn is wound, and at this stage, it is necessary to stabilize the yarn’s transport through the yarn feeding device and control the tension. To ensure the quality of the winding, the motor speed of the winder, the speed of the yarn feeding motor, and the speed of the traverse mechanism need to be adjusted. This coordination helps prevent issues such as uneven yarn tension or improper winding.
2. Core Parameter Calculation Methods
In the winding process, critical parameters such as yarn speed, yarn length, and tension directly affect the quality of the winding. To ensure an efficient and stable winding process, it is essential to accurately calculate and set these core parameters.
1. Calculation of Yarn Speed
Yarn speed refers to the linear speed at which the yarn moves through the winding device, typically measured in meters per minute (m/min). Yarn speed directly affects yarn tension and the efficiency of each winding cycle. The calculation formula is: Yarn speed(m/min)=Spool diameter(mm)×π×Chain speed(r/min)1000\text{Yarn speed} (m/min) = \frac{\text{Spool diameter} (mm) \times \pi \times \text{Chain speed} (r/min)}{1000}
Where the spool diameter (D) is the diameter of the yarn spool formed during the winding process, and the chain speed is the speed of the motor. The formula uses π\pi as the constant for calculating the circumference, and 1000 is the conversion factor from millimeters to meters. This formula allows for calculating the actual yarn speed during the winding process.
2. Calculation of Yarn Length
Yarn length refers to the total length of yarn used in each winding cycle. The formula for calculating yarn length is: Yarn length(m)=Yarn weight(g)×9000Yarn Denier(Den)\text{Yarn length} (m) = \frac{\text{Yarn weight} (g) \times 9000}{\text{Yarn Denier} (Den)}
Yarn denier is a unit of yarn density, representing the weight of 9000 meters of yarn. By knowing the yarn weight and denier, we can calculate the required winding length.
3. Tension Control
Tension is one of the most important parameters in the winding process. It directly determines the tightness and uniformity of the winding. Since the diameter of the spool changes during the winding process, yarn tension will fluctuate as well. Typically, when the spool diameter is small, the yarn tension is high, and when the spool diameter increases, the tension decreases.
To maintain stable tension, it is necessary to adjust the motor speeds of the winder and yarn feeder, and the traverse speed, which can effectively prevent the yarn from becoming too loose or too tight. The stability of tension is a key factor in the final yarn quality and affects properties such as yarn strength and elasticity.
3. Key Points for Winding and Yarn Feeding Control
The control of winding and yarn feeding involves several factors, mainly coordinating the motor speeds of the winder, yarn feeder, and traverse mechanism to ensure uniform and orderly yarn placement.
Winder Motor Control: The winder motor needs to adjust its speed to accommodate the increasing spool diameter. As more yarn is wound, the diameter of the spool increases, and the motor speed needs to decrease accordingly to ensure that the yarn tension does not become excessive. In this case, the sway frequency function can help adjust the frequency fluctuations, preventing tension fluctuations caused by a constant frequency.
Yarn Feeder Motor Control: The primary task of the yarn feeder motor is to transport the yarn from the supply device to the winder. The speed of the yarn feeder needs to be coordinated with the winder motor speed to ensure that the yarn does not become too loose or too tight. The adjustment of the yarn feeder motor speed directly affects the stability of yarn transport.
Traverse Mechanism Control: The traverse mechanism’s role is to adjust the yarn’s placement on the spool, ensuring each layer of yarn is laid down evenly. As the spool diameter changes, the traverse mechanism needs to adjust its speed according to preset parameters to maintain the correct yarn placement angle and density.
4. The Mechanism and Nature of Tension Stability
Tension stability is one of the most critical issues in the winding process, as any fluctuation in tension can lead to yarn breakage, slackness, or uneven winding. The stability of tension mainly relies on the following factors:
Adjustment of Motor Speed: By adjusting the motor speeds of the winder and yarn feeder, the yarn tension can be kept uniform throughout the winding process. If the motor speed is too high, it may cause the yarn to become too tight; if it is too low, the yarn may become slack.
Cooperation of the Traverse Mechanism: The control of the traverse mechanism helps to adjust the yarn’s tension distribution, especially when the spool diameter changes significantly. The traverse mechanism can balance the yarn’s tension in this case.
Control of Frequency Fluctuations: As mentioned earlier, the sway frequency function adjusts the motor frequency periodically to stabilize tension and ensure that yarn remains uniform throughout the winding process.
Real-Time Feedback and Adjustment: Although traditional winding control is mostly open-loop control, with the advancement of modern control technologies, many systems now integrate real-time monitoring and feedback mechanisms. By monitoring tension changes, the system can adjust motor speeds or traverse speeds to ensure tension remains within a preset range.
5. The Importance of Sway Frequency and Its Implementation
The sway frequency function is crucial in the winding process. By periodically adjusting the frequency fluctuations of the motor, it reduces and controls tension variations, preventing issues caused by frequent tension changes in the yarn. Modern frequency converters are generally equipped with this function, especially in the textile, spinning, and yarn winding industries. The sway frequency function has become an important method of controlling tension.
Implementation of sway frequency usually relies on the internal algorithms of modern frequency converters, which adjust the frequency periodically to simulate or adjust the mechanical motion during actual production, ultimately achieving the optimal tension distribution effect.
6. The Use of KL-626 Controller
The KL-626 controller is a commonly used device for yarn winders. Its primary function is to adjust the motor speeds, traverse motion, and tension control during the winding and yarn feeding process. The following are some key parameters and usage methods for the KL-626 controller:
P.01DD Winding Mode: Used to select the winding mode, such as “Continuous”, “Shut-off”, etc. Different modes can be selected according to the production needs.
P.02TR Running Time: Controls the running time for each cycle, i.e., the duration of each winding process. This needs to be adjusted according to actual needs.
P.03L1 Starting Travel: Sets the starting position of the winder. It should be adjusted based on the length of the spool and the required number of winding layers.
P.05F1 Starting Frequency: Sets the motor frequency at the start of the winding process. This parameter determines the initial yarn tension.
P.07UT Traverse Speed: Controls the speed of the traverse mechanism. This parameter adjusts the speed at which the yarn is laid on the spool, based on the spool’s diameter and the required yarn placement density.
7. Replacement and Adjustment Ideas
With advancements in technology, modern frequency converters and PLC systems have gradually replaced some functions of the KL-626 controller. The sway frequency function in modern frequency converters can directly control the winder and yarn feeder motors, while the PLC can be programmed to achieve more flexible control. Here are some suggestions for replacement and adjustment:
Using Modern Frequency Converters with Sway Frequency Function: Modern frequency converters with the sway frequency function can replace part of the KL-626 controller’s functions by adjusting the frequency fluctuations to stabilize yarn tension, simplifying the control system.
Using PLC Control Systems: PLCs can programmatically control the frequency converter’s settings, adjust speeds, and monitor tension. PLCs offer higher flexibility and customizability, which makes them suitable for applications that require customized adjustments.
Adjusting Key Parameters: Based on actual equipment requirements, key parameters like P.02 (running time), P.03 (starting travel), and others should be adjusted to ensure that tension is stable during the winding process, avoiding excess tightness or slackness.
8. Conclusion
The control of yarn winders and winding machines involves multiple critical parameters, with tension control being the most crucial. By optimizing the sway frequency function in modern frequency converters, adjusting motor speeds, and regulating traverse speeds, yarn tension can be stabilized during the entire winding process. The KL-626 controller, a traditional specialized controller, sets parameters to control the winding process, but modern frequency converters and PLC control systems have become important alternatives. With the help of these advanced control methods, the efficiency and quality of textile production have been significantly improved.
Blow molding machines are critical equipment for producing hollow plastic products (such as PE bottles and containers), with processes involving extrusion, clamping, blow molding, cooling, and mold opening. The Parker 590+ DC drive, with its precise speed and torque control capabilities, is particularly well-suited for controlling DC motors in blow molding machines. This document elaborates on the application of the 590+ drive in PE material blow molding machines, covering motor functions, wiring schemes, parameter settings, control system integration, and textual descriptions of electrical wiring diagrams and control schematics.
II. Analysis of Motor Functions in Blow Molding Machines
The process flow of blow molding machines (especially for PE material extrusion blow molding) includes:
Extrusion: Plastic pellets are melted through the extruder screw to form a tubular parison.
Clamping: The mold closes to clamp the parison.
Blow Molding: Air is injected into the parison to expand it into shape.
Cooling: The molded product is cooled.
Mold Opening: The mold is opened to remove the finished product.
Motor Functions
Based on the blow molding process, the following motors are suitable for use with the 590+ DC drive:
Extruder Motor:
Function: Drives the screw to control the plastic melting and extrusion speed.
Requirements: Precise speed control, smooth acceleration/deceleration, and overload protection.
Reason: PE materials require a stable extrusion speed to ensure uniform parison, emphasizing the need for high torque and precise speed control in the extruder.
Clamp Unit Motor:
Function: Controls the opening and closing of the mold.
Requirements: Rapid response and precise speed or position control.
Reason: Quick and accurate mold movements can improve production efficiency, requiring precise control of the clamping system.
Other Motors (such as conveying and blow molding) typically use AC motors or pneumatic/hydraulic systems and are not suitable for the 590+ DC drive.
Motor Specifications (Based on User Input)
Rated Voltage: 440V
Rated Current: 25.1A
Power: 15kW
Speed: 1500 rpm
Field: Field current not provided; assumed to use voltage control mode.
Assumption: The extruder motor uses the above specifications, while the clamp unit motor specifications may differ (e.g., 10A, assumed value) and need to be adjusted according to the actual nameplate.
III. Application Design of the 590+ DC Drive
1. Application Positions and Functions
(1) Extruder Motor
Control Mode: Speed Control Mode (Speed Setpoint).
Functions:
Precisely control the screw speed to ensure uniform melting of PE materials.
Maintain stable extrusion through PID control.
Use Ramp function for smooth start/stop.
Implementation: The drive receives a 0-10V speed reference signal from the PLC and feeds back the actual speed via an encoder or DC generator.
(2) Clamp Unit Motor
Control Mode: Speed Control Mode (Speed Setpoint) or Position Control Mode (if supported).
Functions:
Control the rapid closing and opening of the mold.
Ensure precise movements to reduce mechanical shock.
Implementation: The drive receives open/close commands from the PLC and may use limit switches for position control.
2. Wiring Scheme
(1) Motor Connections
Extruder Motor:
Armature: Connect to the drive’s A1 (positive)/A2 (negative) terminals.
Field: If internally powered, no connection is needed; if externally powered, connect to FL1/FL2 terminals (refer to manual).
Clamp Unit Motor: Same as above; confirm based on actual motor specifications.
(2) Control Signal Connections
Speed Reference:
PLC analog output (0-10V) connected to the A4 terminal (ANIN3).
Ensure signal shielding to reduce noise.
Start/Stop:
PLC digital output connected to the C3 terminal (DIGN2, start).
PLC digital output connected to the C4 terminal (DIGN3, stop, or use a single signal).
Feedback:
Encoder connected to the drive’s encoder input terminals.
DC generator connected to the TB terminal.
Communication:
P3 port connected to the PLC communication interface (e.g., RS-485) for data exchange.
(3) Power Connections
Main Power: Three-phase AC power (380V or matching voltage) connected to the L1/L2/L3 terminals.
Control Power: 24V DC connected to the C9 (+24V)/C10 (0V) terminals.
Wiring Precautions
Use shielded cables to reduce electromagnetic interference.
Ensure good grounding and compliance with safety standards.
Refer to the wiring diagram in Appendix L of the manual.
3. Parameter Settings
(1) Extruder Motor
The following parameters are based on the motor nameplate (440V, 25.1A):
Parameter Name
Label
Setting Value
Range
Default
Notes
ARMATURE V CAL.
20
1.0353
0.9800 to 1.1000
1.0000
Voltage switch set to 425V
CUR. LIMIT/SCALER
15
100.00%
0.00 to 200.00%
100.00%
Corresponds to 25.1A
MAIN CURR. LIMIT
421
100.00%
0.00 to 200.00%
200.00%
Adjustable as needed
FIELD CONTROL MODE
209
VOLTAGE
VOLTAGE/CURRENT
VOLTAGE
Voltage control mode
RATIO OUT/IN
210
90.00%
0.00 to 100.00%
90.00%
Initial field voltage ratio
SPEED FBK SELECT
10
ENCODER
Multiple options
–
Assume encoder used
MODE
1
Speed Setpoint
Multiple modes
–
Speed control mode
RAMP RATE (Accel)
2
5.0 seconds
0.1 to 600.0 seconds
–
Smooth acceleration
RAMP RATE (Decel)
3
5.0 seconds
0.1 to 600.0 seconds
–
Smooth deceleration
(2) Clamp Unit Motor
Assuming a current of 10A, other parameters are similar:
Parameter Name
Label
Setting Value
Range
Default
Notes
ARMATURE V CAL.
20
1.0353
0.9800 to 1.1000
1.0000
Voltage switch set to 425V
CUR. LIMIT/SCALER
15
100.00%
0.00 to 200.00%
100.00%
Corresponds to 10A
MAIN CURR. LIMIT
421
100.00%
0.00 to 200.00%
200.00%
Adjustable as needed
FIELD CONTROL MODE
209
VOLTAGE
VOLTAGE/CURRENT
VOLTAGE
Voltage control mode
RATIO OUT/IN
210
90.00%
0.00 to 100.00%
90.00%
Initial field voltage ratio
SPEED FBK SELECT
10
ENCODER
Multiple options
–
Assume encoder used
MODE
1
Speed Setpoint
Multiple modes
–
Speed control or position control
RAMP RATE (Accel)
2
2.0 seconds
0.1 to 600.0 seconds
–
Rapid acceleration
RAMP RATE (Decel)
3
2.0 seconds
0.1 to 600.0 seconds
–
Rapid deceleration
Setting Steps:
Enter the configuration mode via MMI (CONFIGURE ENABLE = ENABLED).
Set the above parameters, referring to the manual’s menu system.
Save the parameters (CONFIGURE ENABLE = DISABLED).
4. Control System Integration
(1) PLC Selection
Recommendation: Siemens S7-1200 (compact, suitable for small to medium-sized blow molding machines) or S7-300 (suitable for large equipment).
Functions:
Control the process flow (extrusion, clamping, blow molding, mold opening).
Send analog signals (speed reference) and digital signals (start/stop).
Receive feedback from the drive (speed, current, faults).
Modules:
Analog output module (e.g., EM 231, 0-10V).
Digital output module (e.g., EM 222).
Communication module (e.g., RS-485).
(2) HMI Selection
Recommendation: Siemens KTP700 Basic or Allen-Bradley PanelView Plus.
Functions:
Display extrusion speed, motor current, and fault status.
Provide start/stop buttons and speed setting interface.
Alarm management.
Interface Example:
Home Page: Display running status, speed, current.
Confirm the power supply voltage (380V or matching).
Connect the motor armature (A1/A2) and field (FL1/FL2, if required).
Connect the control power (C9/C10).
Connect the PLC analog output to A4 and digital outputs to C3/C4.
Connect feedback devices (encoder or DC generator).
Connect the P3 port to the PLC communication interface.
(2) Parameter Setting
Enter the MMI and set CONFIGURE ENABLE = ENABLED.
Set parameters such as armature voltage, current limit, field mode, etc.
Configure speed feedback and control mode.
Save parameters and set CONFIGURE ENABLE = DISABLED.
(3) PLC and HMI Configuration
Write the process control program in the PLC.
Configure the HMI interface, adding status displays and control buttons.
Test communication (PLC with the drive).
(4) Testing and Debugging
Power on and check the drive status (no alarms).
Start the extruder via the HMI and verify speed control.
Test the clamp unit’s opening and closing to ensure accurate movements.
Adjust parameters (e.g., Ramp time, PID gain) to optimize performance.
7. Precautions
Safety: Power off before wiring and comply with electrical safety standards.
Debugging: Test step-by-step to avoid motor overload or mechanical damage.
PE Material Characteristics: Ensure extrusion speed is coordinated with temperature control.
8. Conclusion
By applying the Parker 590+ DC drive to the extruder and clamp unit of a blow molding machine, precise motor control can be achieved, improving the production efficiency and quality of PE products. The wiring scheme ensures reliable signal transmission, parameter settings match motor requirements, and PLC and HMI integration enable automated control. This scheme is a general design and may require fine-tuning based on specific equipment and processes.
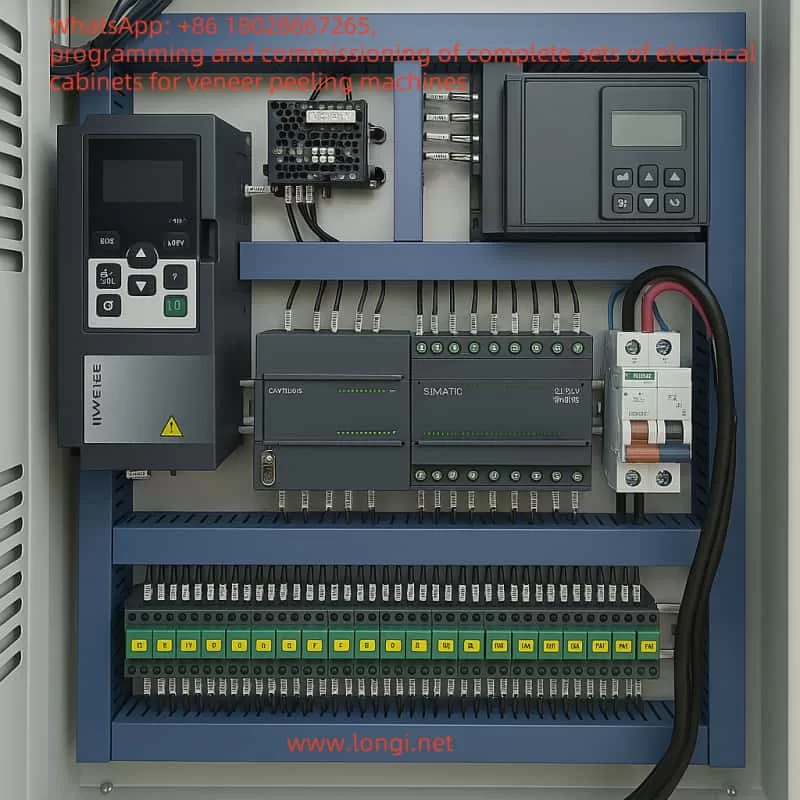
In the production process of textile factories, the napping machine (also known as the wire-drawing machine or yarn-extracting machine), as key equipment, undertakes the important tasks of stretching and homogenizing fibers. It is widely used in processes such as carding and yarn extraction. The Holip HLP-A100 inverter, as a general-purpose vector inverter, with its high reliability, wide range of applications, and rich control functions, can achieve precise control of the napping machine motor. This solution will comprehensively elaborate on the specific application of the Holip HLP-A100 inverter in the napping machine, covering the application positions, wiring methods, parameter settings, control logic, and providing descriptions of the electrical wiring diagram and control schematic. Additionally, equipment such as PLCs, touch screens, or industrial computers can be introduced according to requirements to achieve more advanced control functions.
I. Equipment Situation of the Napping Machine and Motor Function Analysis
The napping machine mainly stretches and homogenizes fibers through a series of rollers (or rolls). These rollers are usually driven by motors, and some roller groups may require independent motors to achieve precise speed control and ensure a constant drawing ratio (yarn-extracting ratio) of fibers between different rollers. The napping machine mainly includes the following key components and motor functions:
Main Stretching Roller Motor: Assumes the main stretching function and requires variable speed control to adapt to different fiber types and production requirements.
Auxiliary Roller Motor: Used for auxiliary stretching and fiber conveying, which may run synchronously with the main motor at a fixed speed ratio.
Conveying Motor: Responsible for conveying fibers from upstream equipment (such as carding machines) to the napping machine and conveying the processed fibers to downstream equipment (such as spinning machines).
Tension Control Motor: Some high-end napping machines are equipped with a dedicated tension control motor to maintain fiber tension and ensure production quality.
The motors of the napping machine are usually three-phase asynchronous motors with a power range of 1.5kW – 15kW, depending on the machine size and production capacity. This solution is based on the design of a main stretching roller motor with a power of 4kW.
II. Key Features and Specifications of the Holip HLP-A100 Inverter
The Holip HLP-A100 inverter, as a general-purpose vector inverter, is suitable for various motor control needs in the industrial field. Below are its key features and specifications (based on the official manual):
Category
Details
Power Range
0.75kW – 220kW (models such as HLP-A100001143 to HLP-A100022043)
Voltage Range
Three-phase 380 – 440V/440 – 480V, 50/60Hz
Control Modes
Speed open loop, process closed loop, torque open loop
Digital Inputs/Outputs
4 digital inputs (DI1 – DI4), 2 digital outputs (DO1 – DO2), 2 relay outputs (KA – KB, FA – FB – FC)
Analog Inputs/Outputs
VI (0 – 10V/4 – 20mA), AI (0 – 10V/4 – 20mA), AO (0 – 20mA/4 – 20mA)
Maximum altitude 1000m (output power or temperature must be reduced when exceeding this limit)
This solution selects a model suitable for a 4kW motor from the HLP-A100 series, such as HLP-A100004043 (the specific model needs to be confirmed according to the manual).
III. Inverter Application Solution Design
3.1 Application Position
The Holip HLP-A100 inverter is mainly applied to the main stretching roller motor of the napping machine to achieve variable speed control of the main stretching roller. If the napping machine has multiple roller groups, multiple HLP-A100 inverters can be used, and cascade control can be implemented to achieve synchronous operation between different rollers and ensure a constant drawing ratio.
3.2 Wiring Method
3.2.1 Main Circuit Wiring
Main Circuit Terminals:
R, S, T: Connect to the three-phase AC power supply (380V/50Hz).
U, V, W: Connect to the motor output terminals.
PE: Grounding terminal, which must be connected to a reliable ground.
Brake Circuit (if required):
+UDC, -UDC: Connect to the brake resistor (the resistance value is selected according to the manual, usually 0.15 – 0.4Ω).
3.2.2 Control Circuit Wiring
Digital Inputs (DI):
DI1: Forward Run.
DI2: Stop.
DI3: Reverse Run (if required).
DI4: Other auxiliary functions (such as emergency stop).
Analog Inputs (AI):
AI1: Speed reference signal (e.g., provided by an external potentiometer or PLC).
Relay Outputs (Relay):
KA – KB: Fault alarm output.
FA – FB – FC: Running status indication.
Communication Interface (RS485):
RS+, RS-: Connect to the communication port of the PLC or touch screen.
3.2.3 Wiring Diagram Description
[Three-phase Power Supply] — R, S, T — [Holip HLP-A100 Inverter] — U, V, W — [Main Stretching Roller Motor] [Ground] — PE — [Holip HLP-A100 Inverter] [External Control Signal] — DI1(DI2/DI3/DI4) — [Holip HLP-A100 Inverter] [Speed Reference Signal] — AI1 — [Holip HLP-A100 Inverter] [Fault Alarm] — KA – KB — [Alarm Light or PLC] [Running Status] — FA – FB – FC — [Indicator Light or PLC] [Communication] — RS+, RS- — [PLC/Touch Screen]
3.3 Parameter Settings
Parameter settings are crucial for ensuring the normal operation of the inverter. Below are the typical parameter settings for the main stretching roller motor of the napping machine (based on the HLP-A100 manual):
3.3.1 Basic Parameters
C01. Configuration Parameters
C01.00 Configuration Mode: Set to “Speed Open Loop”.
C01.20 Motor Rated Power: Set to 4.0kW.
C01.21 Motor Rated Voltage: Set to 380V.
C01.22 Motor Rated Current: Set according to the manual or motor nameplate (e.g., 7.8A).
C01.23 Motor Rated Frequency: Set to 50Hz.
C01.24 Motor Slip: Set according to the motor parameters (usually 1% – 5%).
3.3.2 Reference and Ramp Parameters
C03. Reference/Ramp Parameters
C03.03 Maximum Reference: Set to 50.0Hz (or adjust according to actual requirements).
C03.04 Minimum Reference: Set to 0.5Hz (to avoid crawling at low speeds).
C03.05 Acceleration Time 1: Set to 5.0 seconds (adjust according to production requirements).
C03.06 Deceleration Time 1: Set to 5.0 seconds (adjust according to production requirements).
3.3.3 Digital Input/Output Parameters
C05. Digital Input/Output Parameters
C05.00 DI1 Function: Set to “Forward Run”.
C05.01 DI2 Function: Set to “Stop”.
C05.02 DI3 Function: Set to “Reverse Run” (if required).
C05.10 DO1 Function: Set to “Running Status”.
3.3.4 Analog Input/Output Parameters
C06. Analog Input/Output Parameters
C06.99 AI1 Function: Set to “Frequency Command”.
3.3.5 Cascade Control Parameters (if synchronous control is required)
C25. App. Functions Cascade Parameters
If multiple motors need to be synchronized, the main inverter can be set as the master, and the auxiliary inverters can be set as slaves, with the frequency ratio set.
3.4 Advanced Control Solution: Introducing PLC and Touch Screen
To achieve more advanced control and a user interface, a PLC and touch screen can be introduced. Below is the recommended solution:
3.4.1 PLC Selection
Select a PLC that supports the Modbus RTU protocol, such as the Siemens S7-200 series or Schneider Modicon series. The PLC is responsible for handling logic control, such as start, stop, speed setting, and fault handling.
3.4.2 Touch Screen Selection
Select a touch screen that supports Modbus RTU, such as the Weintek MT8071i series. The touch screen is used for the user interface, providing start/stop buttons, speed setting sliders, status displays, etc.
3.4.3 PLC and Touch Screen Wiring
The PLC is connected to the inverter via RS485 communication.
The touch screen is connected to the PLC’s communication port or directly to the inverter (if the touch screen supports direct control).
3.4.4 PLC Program Design
Use the PLC’s Modbus function blocks to read the inverter’s status (such as running status, output frequency).
Use the PLC’s Modbus function blocks to write control commands to the inverter (such as start, stop, frequency setting).
Logic can be added to the PLC program, such as:
When the start button is pressed, send the start command after checking safety conditions.
When the speed setting changes, update the inverter’s frequency command.
3.4.5 Touch Screen Design
Main Screen: Display the current speed, running status, and fault information.
Control Buttons: Start, stop, emergency stop.
Parameter Setting Page: Allow adjustment of acceleration/deceleration time, maximum/minimum frequency, etc.
IV. Control Schematic Description
Below is a description of the overall control schematic of the system:
The application of the Holip HLP-A100 inverter in the napping machine can significantly improve production efficiency and product quality. Through precise speed control and synchronization functions, it ensures the uniform stretching of fibers. Below are the key notes:
Model Selection: Select the appropriate inverter model according to the power of the napping machine motor.
Wiring: Ensure correct connection of the main circuit and control circuit, paying attention to grounding and shielding.
Parameter Settings: Adjust parameters such as acceleration/deceleration time and maximum/minimum frequency according to actual production requirements.
Safety Protection: Ensure that the emergency stop function works normally and comply with relevant safety standards.
Advanced Control: Achieve more flexible control and monitoring through PLC and touch screen.
Through the implementation of this solution, the efficient operation of the napping machine can be achieved, providing more reliable production assurance for textile factories.
This document aims to design a detailed application scheme based on the Kinco CV20 inverter for the PE pipe packaging and pipe arranging machine (winding machine). The scheme covers motor function analysis, inverter selection, wiring methods, parameter settings, and control system integration. The pipe arranging machine uses a winding mechanism to evenly wrap PE pipes onto a reel, requiring precise control of winding speed and tension. The CV20 inverter, with its variable frequency speed regulation and communication capabilities, can meet the requirements of multi-motor coordinated control.
II. Motor Function Analysis for the Pipe Arranging Machine
Main Winding Motor
Function: Drives the winding mechanism to control the winding speed and tension of the PE pipe.
Function: Drives the conduit device to move horizontally, ensuring even distribution of the pipes.
Parameters: Three-phase motor (or single-phase), 380V/0.75kW.
Auxiliary Motor
Function: Such as driving a conveyor belt, with low power and no need for inverter control.
Application Positioning: The CV20 inverter is mainly used for speed regulation and synchronous control of the main winding motor and lateral movement motor.
III. CV20 Inverter Selection
Motor Type
Model
Applicable Scenario
Main Winding Motor (2.2kW)
CV20-4T-0022G
Three-phase 380V input/output
Lateral Movement Motor (0.75kW)
CV20-4T-0007G
Three-phase 380V input/output
Lateral Movement Motor (Single-phase)
CV20-2S-0007G
Single-phase 220V input/output (optional)
Key Features:
Output Frequency: 0-300Hz, supports V/F control and automatic torque boost.
Communication Interface: Built-in Modbus RS485, compatible with PLC integration.
Environmental Adaptability: Temperature -10℃~50℃, humidity 5%~95%RH.
IV. Wiring Methods
1. Main Circuit Wiring
Power Input: Three-phase 380V AC → Circuit Breaker → Inverter R/L1, S/L2, T/L3 (PE grounded).
Motor Output: Inverter U/T1, V/T2, W/T3 → Motor U, V, W.
2. Control Circuit Wiring
Control Methods:
Keyboard Control: Directly set frequency and start/stop.
Terminal Control:
X1: Start/Stop
X2: Forward/Reverse (Lateral Movement)
X3: Emergency Stop
AI1: Analog Frequency Input
Communication Control: RS485 interface (+5V, 485+, 485-, GND) connected to PLC/HMI.
HMI: Recommend Siemens KTP400 or Omron NB5W, for parameter setting and status monitoring.
Communication Configuration:
Inverter P51: Modbus-RTU protocol
Baud Rate P52: 9600bps
Control Architecture:复制代码PLC ----> [RS485] ----> CV20-4T-0022G ----> Main Winding Motor | |----> [RS485] ----> CV20-4T-0007G ----> Lateral Movement Motor | |----> HMI (display status, set parameters)
VII. Function Realization
Main Winding Motor:
Speed Control: Achieve multi-level winding speeds through frequency adjustment.
Reciprocating Motion: Automatic direction switching using triangle wave frequency mode.
Synchronous Control: PLC reads the main motor frequency and dynamically adjusts the lateral speed.
VIII. Safety and Protection Measures
Grounding Protection: PE terminal reliably grounded, grounding wire ≥3.5mm².
Overcurrent Protection: Main circuit equipped with circuit breakers/fuses.
Emergency Stop Function: X3 terminal connected to emergency stop button.
Voltage Protection: Inverter built-in overvoltage/undervoltage alarm.
IX. Conclusion
The Kinco CV20 inverter can efficiently control the main winding and lateral movement motors of the PE pipe arranging machine through flexible wiring methods, parameter configuration, and communication functions. It is recommended to build an automated system in combination with PLC and HMI, with specific model selection referring to Siemens or Omron products. Users need to further optimize settings based on actual equipment parameters and follow the manufacturer’s safety specifications.
Note: This scheme is a general design, and parameters and wiring may need to be adjusted in actual applications based on equipment manuals and site conditions.
This scheme aims to apply the Lianchuang High-Tech LC400E inverter to the unwinding and slitting machine. By precisely controlling the motor speed and torque, it achieves automation and efficient operation of core functions such as unwinding, cutting, and rewinding. The scheme covers motor function analysis, wiring methods, parameter settings, function realization, and auxiliary equipment selection to ensure the efficiency and stability of the unwinding and slitting machine’s production.
II. Analysis of the Unwinding and Slitting Machine Structure and Motor Configuration
Equipment Functions The unwinding and slitting machine is used to cut wide rolls of materials into multiple narrow rolls. Its core functions include unwinding, cutting, and rewinding.
Motor Configuration
Unwinding Motor: Controls the unwinding speed of the parent roll and requires constant tension to prevent material slack or breakage.
Rewinding Motor: Controls the winding of narrow materials and requires tension adjustment according to the roll diameter (trapezoidal tension).
Cutting Motor: Drives the cutting components and requires precise speed control.
Control Requirements Tension control is the core requirement. It needs to achieve constant tension during unwinding and trapezoidal tension during rewinding through motor torque control.
III. Key Features of the LC400E Inverter
High-Performance Vector Control: Supports precise speed and torque control to meet tension synchronization requirements.
Multi-Mode Control: Terminal control, analog input, and multi-speed settings to adapt to different working conditions.
Safety Protection: Functions such as overvoltage, overcurrent, and motor protection ensure equipment safety.
Communication Capabilities: Supports Modbus communication (RS232/RS485) for easy integration with PLC/HMI.
Adjustable Parameters: Acceleration/deceleration time, PID control, and other parameters can be flexibly adjusted.
Specifications: Power range from 0.75 kW to 500 kW, with output current reaching 63 A for models like G022/T4, suitable for the motor requirements of the unwinding and slitting machine.
IV. Application Positions of the LC400E in the Unwinding and Slitting Machine
Unwinding Motor: Torque control mode to maintain constant tension.
Rewinding Motor: Speed/torque control mode to support trapezoidal tension adjustment.
Cutting Motor: Speed control mode to ensure cutting accuracy. Application Suggestions: Configure multiple inverters according to the number of motors, such as one for the unwinding motor and one for the rewinding motor.
V. Wiring Methods
Main Circuit Wiring
Connect the input terminals (R, S, T) to the three-phase power supply and the output terminals (U, V, W) to the motor. Connect the PE terminal to the ground.
Refer to the LC400E manual for wire size specifications (e.g., for a 22 kW model, the input is 100 A, and the output is 63 A).
Safety Protection: Install an emergency stop button and set inverter protection parameters.
Tension Control: Prioritize the installation of tension sensors to ensure control accuracy.
Multi-Motor Synchronization: Coordinate through the PLC to avoid uneven tension.
Environmental Requirements: Install the inverter in a well-ventilated and dry environment, away from dust and moisture.
X. Summary
This scheme achieves high-precision speed and tension control through the application of the LC400E inverter in the unwinding and slitting machine, combined with PLC and HMI for automated operation. Key measures include:
Adopting constant tension and trapezoidal tension control for the unwinding and rewinding motors, respectively.
Using standard wiring methods and key parameter settings to ensure system stability.
Selecting Siemens/Mitsubishi equipment to achieve efficient automated control. This scheme can significantly improve the production efficiency of the unwinding and slitting machine, reduce operation difficulty and fault risks, and is suitable for the roll material processing industry.
The rotary cutting machine is an essential piece of equipment in the woodworking industry, primarily used to peel logs into thin veneer sheets, which are widely applied in the production of plywood, furniture, and decorative materials. To achieve efficient and precise processing, the rotary cutting machine relies on the coordinated operation of multiple motors, including the main spindle motor for log rotation, the cutting blade motor for veneer cutting, the conveyor belt motor for veneer output, and the feed motor for controlling cutting thickness. These motors require precise speed and torque control to ensure processing quality and production efficiency. As a versatile electrical device capable of flexibly controlling motor operation, the inverter plays a critical role in the rotary cutting machine.
This article provides a detailed explanation of how to apply the Mobeck MT110 inverter to various motor control aspects of a rotary cutting machine, covering functional analysis, inverter selection, wiring design, parameter settings, and the integration of PLC and touchscreen systems. Through a well-designed and implemented solution, the rotary cutting machine can achieve efficient, stable, and automated operation, meeting the demands of modern woodworking processes.
Functional Analysis of the Rotary Cutting Machine
The primary task of a rotary cutting machine is to process logs into veneer sheets, involving log fixation and rotation, cutting by the blade, veneer output, and precise control of cutting thickness. Below is a detailed analysis of the main motor functions in a rotary cutting machine:
1. Main Spindle Motor (Rotation Function)
Function: The main spindle motor drives the log to rotate, serving as the core power component of the rotary cutting machine.
Characteristics: It requires high power, typically ranging from 5.5 kW to 15 kW (depending on the machine size), and needs stable speed output while allowing dynamic speed adjustments based on processing requirements.
Control Requirements: The inverter must support vector control mode to ensure high torque output at low speeds and be capable of receiving external speed reference signals (e.g., from a PLC or potentiometer).
2. Cutting Blade Motor (Cutting Function)
Function: This motor drives the cutting blade to peel the rotating log into veneer sheets.
Characteristics: The power typically ranges from 3 kW to 7.5 kW, with speed adjustments required based on veneer thickness, and stable torque support during cutting.
Control Requirements: The inverter needs fast start/stop capabilities and precise speed control, often requiring synchronization with the main spindle motor.
3. Conveyor Belt Motor (Conveying Function)
Function: It ensures the smooth output of cut veneer sheets, maintaining production continuity.
Characteristics: The power is relatively low, typically between 0.75 kW and 2.2 kW, with speed needing to match the cutting rhythm.
Control Requirements: The inverter should support simple speed regulation and may need to operate in coordination with the cutting blade motor.
4. Feed Motor (Feed Function)
Function: It controls the feed speed of the cutting blade or log, directly determining the veneer thickness.
Characteristics: The power is low (0.75 kW to 1.5 kW), and it can be either an asynchronous motor or a servo motor, requiring high-precision speed control.
Control Requirements: If using an asynchronous motor, the inverter must support high-precision speed regulation and accept external analog signal inputs; if using a servo motor, a dedicated servo drive is required.
5. Other Auxiliary Motors
Function: These include motors for clamping devices, chip removal fans, etc., used to assist the processing operation.
Characteristics: The power is low (0.37 kW to 1.5 kW), with simple control requirements, typically needing only basic start/stop functions.
From the above analysis, it is clear that the motor control requirements of a rotary cutting machine are diverse. The main spindle and cutting blade motors demand high-performance control, while the conveyor belt and feed motors prioritize speed stability and precision. The Mobeck MT110 inverter, with its flexible control modes and rich functionality, is an ideal choice to meet these requirements.
Application Scheme of Mobeck MT110 Inverter
1. Inverter Application Positions
Based on the functional characteristics of the rotary cutting machine, the Mobeck MT110 inverter can be applied to the following key motor positions:
Main Spindle Motor: Use the MT110 inverter for vector control to ensure stable log rotation.
Cutting Blade Motor: Use the MT110 inverter for speed control, synchronized with the main spindle motor.
Conveyor Belt Motor: Use the MT110 inverter for simple speed regulation.
Feed Motor: If an asynchronous motor is used, the MT110 inverter can provide high-precision speed control; if a servo motor is used, a separate servo drive is required.
2. Inverter Selection
Assuming a medium-sized rotary cutting machine with the following motor power configuration:
Main Spindle Motor: 7.5 kW
Cutting Blade Motor: 5.5 kW
Conveyor Belt Motor: 1.5 kW
Feed Motor: 1.1 kW (asynchronous motor)
Based on the motor power and load characteristics, the following Mobeck MT110 inverter models are selected:
Main Spindle Motor: MT110-7.5kW (rated power 7.5 kW, 380V three-phase)
Cutting Blade Motor: MT110-5.5kW (rated power 5.5 kW, 380V three-phase)
Conveyor Belt Motor: MT110-1.5kW (rated power 1.5 kW, 380V three-phase)
Feed Motor: MT110-1.1kW (rated power 1.1 kW, 380V three-phase)
When selecting the inverter, ensure that its rated capacity is slightly higher than the motor power to provide a margin for potential overload conditions.
3. Wiring Design
The following uses the main spindle motor (7.5 kW) MT110 inverter as an example to detail the wiring method. The wiring for other motors is similar, with adjustments based on power and control requirements.
(1) Main Circuit Wiring
Power Input: Connect the three-phase 380V power supply to the inverter’s R, S, and T terminals.
Motor Output: Connect the inverter’s U, V, and W terminals to the three-phase input of the main spindle motor.
Grounding: Connect the inverter’s grounding terminal and the motor’s grounding terminal to the ground wire to ensure electrical safety.
Main Circuit Wiring Diagram (Text Description):
Power Supply (380V Three-Phase)
L1 ---- R
L2 ---- S
L3 ---- T
|
|---- Ground Terminal ---- Ground
|
U ---- Motor U Phase
V ---- Motor V Phase
W ---- Motor W Phase
|
|---- Motor Ground Terminal ---- Ground
(2) Control Circuit Wiring
The control terminals of the MT110 inverter include digital inputs (DI), analog inputs (AI), and relay outputs (RO). Using the main spindle motor control as an example:
Start/Stop Control:
DI1 (Forward Start): Connect to the PLC output point (e.g., Y0) to control inverter start via the PLC.
DI2 (Stop): Connect to the PLC output point (e.g., Y1) to control inverter stop via the PLC.
COM: Common terminal, connected to the PLC’s common terminal.
Speed Reference:
AI1 (Analog Input): Connect to the PLC’s analog output module (0-10V signal) for speed regulation.
GND: Analog ground, connected to the PLC’s analog ground.
Fault Output:
RO1A/RO1B (Relay Output): Connect to the PLC input point (e.g., X0) to detect inverter faults.
Control Circuit Wiring Diagram (Text Description):
Using the main spindle motor (7.5 kW) MT110 inverter as an example, the key parameter settings are listed below. Assuming the MT110 inverter’s parameter numbering is similar to that of a general-purpose inverter, the settings are as follows:
P0.03 (Control Mode): Set to 1 (Vector Control without PG), suitable for the high torque requirements of the main spindle motor.
P0.04 (Run Command Source): Set to 1 (Terminal Control), using DI1/DI2 for start/stop control.
P0.06 (Frequency Reference Source): Set to 2 (AI1 Analog Input), using the PLC’s 0-10V signal to set the speed.
P1.00 (Motor Rated Power): Set to 7.5 (7.5 kW).
P1.01 (Motor Rated Voltage): Set to 380 (380V).
P1.02 (Motor Rated Frequency): Set to 50 (50 Hz).
P1.03 (Motor Rated Speed): Set to 1460 (assuming a 4-pole motor, approximately 1460 rpm at 50 Hz).
P2.00 (Acceleration Time): Set to 5 (5 seconds) to avoid startup shock.
P2.01 (Deceleration Time): Set to 5 (5 seconds) to ensure smooth stopping.
P5.00 (DI1 Function): Set to 1 (Forward Run).
P5.01 (DI2 Function): Set to 2 (Stop).
P6.00 (Relay Output Function): Set to 1 (Fault Output).
Parameter settings for other motors should be adjusted based on their specific functions:
Cutting Blade Motor: Set acceleration/deceleration time to 3 seconds to accommodate fast start/stop requirements.
Conveyor Belt Motor: Use V/F control (P0.03=0) to simplify control logic.
Feed Motor: Requires high-precision speed control, so adjust the gain and offset parameters of AI1 (e.g., P4 group parameters).
Parameter Settings Example Table:
Parameter No.
Description
Main Spindle Motor
Cutting Blade Motor
Conveyor Belt Motor
Feed Motor
P0.03
Control Mode
1 (Vector)
1 (Vector)
0 (V/F)
1 (Vector)
P0.04
Run Command Source
1 (Terminal)
1 (Terminal)
1 (Terminal)
1 (Terminal)
P0.06
Frequency Reference Source
2 (AI1)
2 (AI1)
2 (AI1)
2 (AI1)
P1.00
Motor Rated Power (kW)
7.5
5.5
1.5
1.1
P2.00
Acceleration Time (s)
5
3
2
2
P2.01
Deceleration Time (s)
5
3
2
2
5. PLC and Touchscreen Selection and Application
(1) Selection
To achieve automated control of the rotary cutting machine, a PLC and touchscreen are required:
PLC: Recommend the Siemens S7-200 SMART series (e.g., CPU 224XP), which supports analog input/output and offers strong scalability.
Touchscreen: Recommend the Siemens KTP400 Basic (7-inch), which supports communication with the PLC via Profinet and provides an intuitive operation interface.
(2) PLC Program Design
The PLC is responsible for coordinating the operation of each motor, with the main functions including:
Start/Stop Control: Use PLC output points (e.g., Y0, Y1) to control the DI1/DI2 of each inverter, enabling motor start/stop.
Speed Regulation: Use the PLC’s analog output module (0-10V) to control the inverter’s AI1, dynamically adjusting each motor’s speed.
Synchronization Control: Calculate the speed ratio between the main spindle motor and the cutting blade motor through the program to ensure consistent cutting thickness.
Fault Detection: Use the inverter’s relay output (RO1A/RO1B) to send fault signals to the PLC input point (e.g., X0), triggering an alarm.
VAR
Start_Main : BOOL; // Main Spindle Motor Start Signal
Stop_Main : BOOL; // Main Spindle Motor Stop Signal
Speed_Main : REAL; // Main Spindle Motor Speed (0-10V)
Start_Feed : BOOL; // Feed Motor Start Signal
Stop_Feed : BOOL; // Feed Motor Stop Signal
Speed_Feed : REAL; // Feed Motor Speed (0-10V)
Start_Conveyor : BOOL; // Conveyor Belt Motor Start Signal
Stop_Conveyor : BOOL; // Conveyor Belt Motor Stop Signal
Speed_Conveyor : REAL; // Conveyor Belt Motor Speed (0-10V)
END_VAR
// Main Spindle Motor Control
IF Start_Main AND NOT Stop_Main THEN
Inverter_Main.CommandWord := 16#83; // Run Forward
Inverter_Main.FrequencyReference := Speed_Main * 5; // 0-10V corresponds to 0-50Hz
ELSE IF Stop_Main THEN
Inverter_Main.CommandWord := 16#80; // Stop
END_IF
// Feed Motor Control
IF Main_Spindle_At_Speed AND Start_Feed AND NOT Stop_Feed THEN
Inverter_Feed.CommandWord := 16#83;
Inverter_Feed.FrequencyReference := Speed_Feed * 5;
ELSE IF Stop_Feed THEN
Inverter_Feed.CommandWord := 16#80;
END_IF
// Conveyor Belt Motor Control
IF Cutting_In_Progress AND Start_Conveyor AND NOT Stop_Conveyor THEN
Inverter_Conveyor.CommandWord := 16#83;
Inverter_Conveyor.FrequencyReference := Speed_Conveyor * 5;
ELSE IF Stop_Conveyor THEN
Inverter_Conveyor.CommandWord := 16#80;
END_IF
(3) Touchscreen Interface Design
The touchscreen is used for parameter settings and operation status monitoring, with the main interfaces including:
Main Interface: Displays the operation status (running/stopped), current speed (Hz), and fault status of each motor.
Parameter Setting Interface: Sets the target speed of each motor (via PLC AO output) and veneer thickness (via feed motor speed adjustment).
Alarm Interface: Displays inverter fault information (e.g., overload, overheating) and provides a reset button.
6. Safety Considerations
To ensure the safe operation of the equipment, the following precautions should be observed:
Electrical Safety: Ensure reliable grounding of the inverter and motor to prevent electrical leakage risks.
Operational Safety: Set an emergency stop button on the touchscreen, allowing the PLC to stop all inverters simultaneously.
Overload Protection: Enable overload protection in the inverter parameters (e.g., P9 group parameters) to prevent motor overheating.
Maintenance Safety: Regularly inspect the inverter’s cooling fan and wiring terminals to ensure long-term operational stability.
Conclusion
Through the above scheme, the Mobeck MT110 inverter can fully meet the control requirements of a rotary cutting machine:
Main Spindle Motor: Achieves smooth log rotation with adjustable speed, ensuring processing continuity.
Cutting Blade Motor: Operates synchronously with the main spindle motor, ensuring cutting quality.
Conveyor Belt Motor: Provides stable veneer output, with speed matching the cutting rhythm.
PLC and Touchscreen: Enable automated control and human-machine interaction, enhancing equipment efficiency and ease of operation.
The advantages of this scheme lie in its modular design and flexibility, allowing users to adjust motor power, inverter models, and control parameters based on actual needs. Additionally, the integration of a PLC and touchscreen enables the rotary cutting machine to achieve a higher level of automation, significantly improving production efficiency and product quality.
I. Functional Requirements Analysis of the Washing Machine
The washing machine is primarily used for efficient cleaning of various workpieces. Its core functional requirements include:
Washing Pump Drive: A high-power motor is required to drive a high-pressure water pump for strong water jetting.
Conveyor Belt Control: Drive the conveyor belt to achieve continuous workpiece transportation.
Rotary Brush Control: Drive the rotary brush to perform mechanical scrubbing on the workpiece surface.
Air-Drying System: Drive the fan to quickly dry the cleaned workpieces.
Status Monitoring and Protection: Real-time monitoring of motor operation status is required, with overload, overvoltage, and other protection functions.
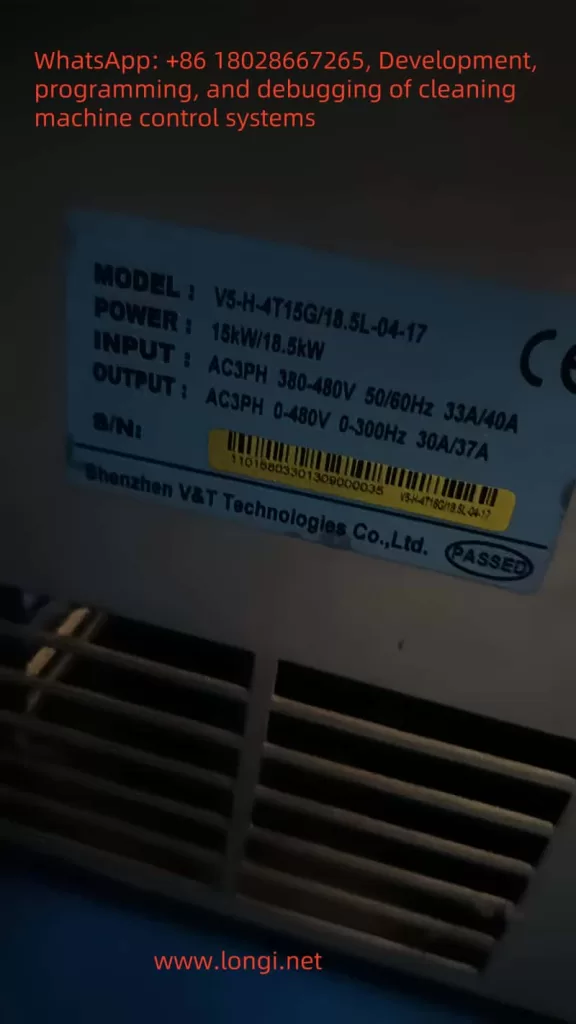
II. V5-H Inverter Selection and Configuration
Based on the power requirements of each functional module of the washing machine, the following V5-H inverter models are selected:
Functional Module
Motor Type
Power Range
Inverter Model
Washing Pump
Three-phase asynchronous motor
7.5-11kW
V5-H-11K
Conveyor Belt
Three-phase asynchronous motor
1.5-2.2kW
V5-H-2.2K
Rotary Brush
Three-phase asynchronous motor
2.2-3.7kW
V5-H-3.7K
Air-Drying System
Three-phase asynchronous motor
1.5-2.2kW
V5-H-2.2K
III. Control Circuit Design
1. Main Circuit Wiring
Washing Pump Motor:
Connect the inverter output terminals (U/T1, V/T2, W/T3) to the washing pump motor.
Connect the braking unit DC output terminal (Ө) to the braking resistor (for rapid shutdown).
Conveyor Belt Motor:
Connect the inverter output terminals (U/T1, V/T2, W/T3) to the conveyor belt motor.
Rotary Brush Motor:
Connect the inverter output terminals (U/T1, V/T2, W/T3) to the rotary brush motor.
Air-Drying System Motor:
Connect the inverter output terminals (U/T1, V/T2, W/T3) to the fan motor.
2. Control Circuit Wiring
Start/Stop Control:
Connect the PLC output points to the inverter multi-function input terminals (X1-X7) to achieve remote start/stop.
Speed Regulation:
Connect the PLC analog output (0-10V) to the inverter analog input terminal (AI1) to achieve stepless speed regulation.
Status Feedback:
Connect the inverter multi-function output terminals (Y1, Y2/DO) to the PLC input points to feedback operation status.
Fault Protection:
Connect the inverter fault output terminal to the PLC input point to achieve fault alarming.
Inverter fault output terminal → PLC input point (I0.2)
IV. Parameter Setting and Optimization
1. Basic Parameter Setting
Parameter Group
Parameter Name
Setting Value/Range
Description
P0.03
Control Mode Selection
1 (Vector Control 1)
Suitable for heavy-duty applications such as washing pumps
P0.04
Frequency Command Method
1 (AI1 Voltage Command)
Regulate speed through PLC analog output
P0.05
Maximum Operating Frequency
50Hz
Set according to motor rated frequency
P0.08
Acceleration Time
5s
Adjust according to load characteristics
P0.09
Deceleration Time
5s
Adjust according to load characteristics
2. Advanced Parameter Setting
Parameter Group
Parameter Name
Setting Value/Range
Description
P8.00
PID Control Selection
1 (Enable PID)
Used for closed-loop control of temperature, pressure, etc.
P8.01
Proportional Gain
2.0
Adjust according to system response
P8.02
Integral Time
10s
Adjust according to system stability
P8.03
Derivative Time
0.1s
Adjust according to system damping
P5.01
Multi-function Input Terminal X1
15 (Forward Start)
Define terminal function
P5.02
Multi-function Input Terminal X2
16 (Reverse Start)
Define terminal function
P7.01
Multi-function Output Terminal Y1
32 (Running)
Define output status
P7.02
Multi-function Output Terminal Y2
33 (Fault Output)
Define fault output
3. Motor Parameter Auto-Tuning
Set P9.15=1 to activate the motor parameter auto-tuning function.
Input rated voltage, current, speed, and other parameters according to the motor nameplate.
Optimize vector control performance after auto-tuning is complete.
V. Collaborative Control of PLC and Inverter
1. PLC Selection
Model: Siemens S7-1200 CPU 1214C DC/DC/DC
Features:
14 digital input points, 10 digital output points.
2 analog input channels, 1 analog output channel.
Supports Modbus RTU communication protocol.
2. Control Program Logic
Washing Pump Control:
Regulate inverter output frequency through PID algorithm based on pressure sensor feedback.
Achieve constant pressure water supply to improve washing efficiency.
Conveyor Belt Control:
Achieve precise positioning through pulse encoder feedback of position information.
Automatically adjust conveyor belt speed according to workpiece size.
Rotary Brush Control:
Control rotary brush start/stop through a timer to achieve intermittent scrubbing.
Adjust rotary brush speed according to workpiece material.
Air-Drying System Control:
Automatically adjust fan speed according to ambient temperature.
Achieve energy-efficient operation.
PLC Program Flowchart:
Start → Initialization → Read Sensor Data → Execute PID Algorithm → Output Control Signal → Monitor Status → Fault Handling → End
VI. Human-Machine Interface Design
1. Touch Screen Selection
Model: Kunlun Tongtai TPC7062KS
Features:
7-inch TFT LCD display with a resolution of 800×480.
Supports Modbus RTU communication protocol.
Provides a rich library of graphics and controls.
2. Interface Design
Main Interface:
Display the washing machine’s operation status, motor speeds, temperature, pressure, and other parameters.
Provide manual/automatic mode switching buttons.
Parameter Setting Interface:
Allow users to modify key parameters such as PID parameters, acceleration/deceleration time, and frequency limits.
Provide parameter saving and restoration functions.
Fault Alarm Interface:
Display fault type, occurrence time, and handling methods.
Provide fault confirmation and reset buttons.
Touch Screen Interface Diagram:
[Main Interface]
Operation Status: Running
Washing Pump Speed: 30Hz
Conveyor Belt Speed: 0.5m/s
Rotary Brush Speed: 15r/min
Temperature: 40℃
Pressure: 0.5MPa
[Manual/Automatic Switching Button]
[Parameter Setting Interface]
PID Proportional Gain: 2.0
PID Integral Time: 10s
Acceleration Time: 5s
Deceleration Time: 5s
Frequency Limit: 50Hz
[Save Parameters Button] [Restore Default Button]
[Fault Alarm Interface]
Fault Type: Overload Alarm
Occurrence Time: 2025-04-06 10:00:00
Handling Method: Check motor load, reduce operating frequency
[Confirm Fault Button] [Reset Button]
VII. System Integration and Debugging
1. System Integration
Connect the PLC, inverter, and touch screen through the Modbus RTU bus.
Configure communication addresses for each device to ensure efficient data exchange.
2. System Debugging
No-Load Debugging:
Check whether the rotation direction and speed of each motor are consistent with the design.
Verify the stability and response speed of the PID control algorithm.
Load Debugging:
Test the system’s stability and reliability under different load conditions.
Adjust parameters to optimize washing effect and energy-saving performance.
Fault Simulation:
Simulate faults such as overload and overvoltage to verify the reliability of protection functions.
Test the real-time performance of fault alarming and reset functions.
VIII. Conclusion
This solution achieves efficient and stable operation of the washing machine through the vector control technology and rich I/O interfaces of the V5-H inverter. Combined with the collaborative control of the PLC and touch screen, it improves the system’s automation level and operational convenience. Through parameter auto-tuning and PID algorithm optimization, it further enhances the washing effect and energy-saving performance. This solution can be widely applied in the cleaning of automobile parts, industrial components, and other fields, with broad market prospects.
Studies indicate that frequency converters can be applied to the feeding, pre-milling, trimming, and polishing functions of edge banding machines, improving efficiency and quality.
Evidence suggests that frequency converters require integration with PLCs and touchscreens for automated control, with parameter settings adjusted based on motor characteristics.
It appears that wiring and parameter configuration can be complex, necessitating professional technical support to ensure safe operation.
Background and Functional Analysis
Edge banding machines are essential woodworking equipment in furniture manufacturing, with primary functions including pre-milling, gluing, feeding, pressing, cutting, trimming, and polishing. Frequency converters (Variable Frequency Drives, VFDs) enable precise motor speed control, optimizing the efficiency and accuracy of these processes. Based on the specific requirements of edge banding machines, frequency converters can be applied to the feeding motor, pre-milling motor, trimming motor, and polishing motor.
Application Scheme Overview
The application scheme for frequency converters includes motor allocation, wiring methods, parameter settings, and control system design. Research shows that the feeding motor typically operates at 50 Hz, while pre-milling and polishing motors require high-frequency operation (e.g., 185 Hz and 190 Hz), and the trimming motor supports coarse and fine trimming modes (80 Hz and 102 Hz). Additionally, a PLC (e.g., Siemens S7-1200) and a touchscreen (e.g., Weinview MT8071iE) can achieve automated control and parameter adjustment, which seems particularly important for enhancing operational convenience.
Unexpected Detail: Complex Wiring and Safety Considerations
An unanticipated detail is that frequency converter wiring involves power input (R, S, T), motor output (U, V, W), and control terminals (DI1-DI5, AI1, etc.), requiring proper grounding (PE) to prevent electrical leakage. Parameter settings necessitate motor auto-tuning, and initial commissioning may require professional technical support, adding to the implementation complexity.
Detailed Research Report: Frequency Converter Application and Control Scheme Design in Edge Banding Machines
Introduction
Edge banding machines are indispensable in furniture manufacturing, performing processes such as pre-milling, gluing, feeding, pressing, cutting, trimming, and polishing. Frequency converters (VFDs) significantly enhance the operational efficiency, machining quality, and energy savings of edge banding machines by adjusting motor speeds. This report designs a frequency converter application scheme based on the specific functions of an edge banding machine, covering motor allocation, wiring methods, parameter settings, and control system selection, aiming to provide comprehensive technical guidance.
Functional Analysis of Edge Banding Machines
Based on a typical edge banding machine model (e.g., IGOLDENCNC KT-468), its main functions include:
Pre-milling: Trims the edge of the panel to ensure flatness.
Gluing: Applies hot-melt glue to the panel edge for bonding the edge band.
Feeding and Pressing: Feeds the panel steadily via a conveyor belt and presses the edge band onto the panel.
Cutting: Cuts off excess edge band.
Trimming: Includes coarse and fine trimming to level the edge band with the panel.
Scraping: Smooths the edge band, removing burrs.
Polishing: Enhances the surface finish of the edge band.
From the operational requirements, feeding demands stable low-speed operation, pre-milling and polishing require high-speed operation, and trimming needs multi-speed switching. These characteristics highlight the critical role of frequency converters in precise motor speed control.
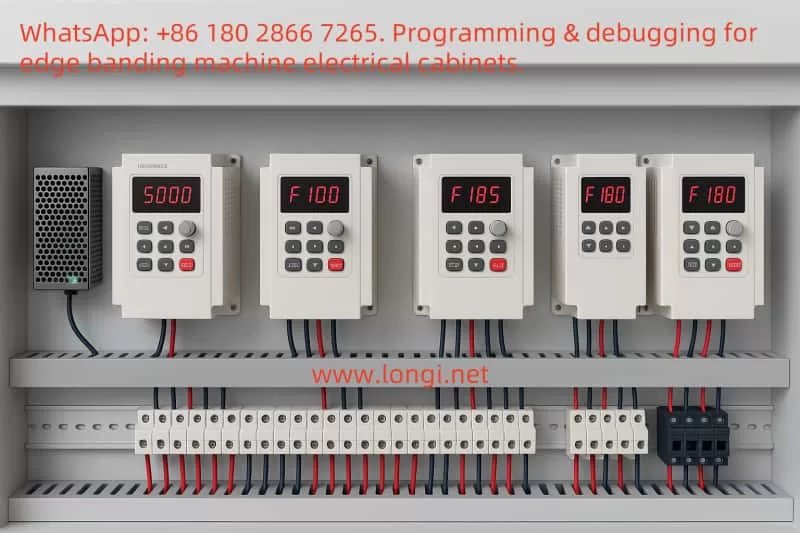
Frequency Converter and Motor Allocation
Based on the functional modules of the edge banding machine and the number of frequency converters (four converters shown in the image), the motor allocation scheme is as follows:
Converter 1 (F 50.0 Hz): Controls the feeding motor, operating at a lower frequency (50 Hz) for stable operation.
Converter 2 (F 185 Hz): Controls the pre-milling motor, requiring high-speed operation (approximately 10,000 RPM or more).
Converter 3 (F 102 Hz): Controls the trimming motor, supporting coarse trimming (80 Hz) and fine trimming (102 Hz).
Converter 4 (F 190 Hz): Controls the polishing motor, requiring high-speed operation (approximately 10,000 RPM or more).
The cutting motor and gluing motor may be directly controlled by relays, as their speed requirements are lower.
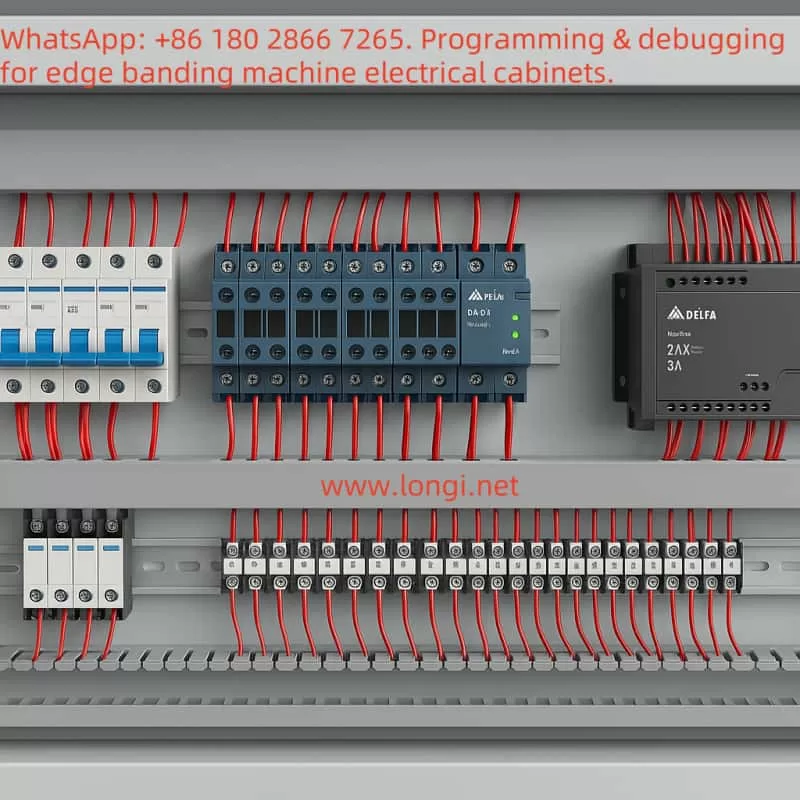
Wiring Scheme Design
Frequency converter wiring includes power input, motor output, and control terminal wiring. Using the INVT frequency converter as an example, the details are as follows:
Power and Motor Wiring
Power Input: R, S, T connect to a three-phase 380V power supply, with PE grounded.
Motor Output: U, V, W connect to the motor’s three-phase lines, with PE grounded.
Wiring Diagram (Text Description):
Power Input: R ---- [Converter R]
S ---- [Converter S]
T ---- [Converter T]
PE --- [Converter PE]
Motor Output: [Converter U] ---- U (Motor)
[Converter V] ---- V (Motor)
[Converter W] ---- W (Motor)
[Converter PE] --- PE (Motor Ground)
Control Terminal Wiring
Control terminals receive external signals (e.g., PLC outputs). The specific wiring is as follows:
Feeding Motor Converter: DI1 connects to PLC Y0 (start/stop), DI2 to PLC Y1 (forward/reverse), AI1 to a potentiometer (0-10V speed adjustment).
Pre-milling Motor Converter: DI1 connects to PLC Y2 (start/stop), DI2 to PLC Y3 (high/low speed).
Trimming Motor Converter: DI1 connects to PLC Y4 (start/stop), DI2 to PLC Y5 (coarse/fine trimming).
Polishing Motor Converter: DI1 connects to PLC Y6 (start/stop).
Control Terminal Wiring Diagram (Text Description):
Implementation Results: Stable feeding (30-50 Hz), high-speed pre-milling and polishing (185-190 Hz), multi-speed trimming, and automated control enhance operational convenience.
Precautions: Ensure motor parameter matching, reliable grounding, motor auto-tuning during initial commissioning, and proper dustproofing and heat dissipation during installation.
Conclusion
Through the above scheme, frequency converters significantly improve the production efficiency and machining quality of edge banding machines. Wiring and parameter settings require professional support, while the integration of PLC and touchscreen enables automated control.